Машина-напівавтомат 62761-РЗКП фірми "Мінерва" (додаток 18) призначена для обметування петель на верхньому одязі зигзагоподібною двохнитковою ланцюжковою строчкою із застосуванням третьої (каркасної) нитки. На машині виготовляють петлі з вічком, прямі без вічка зі звичайною або клиновою закріпкою та без закріпок. Частота обертання головного валу машини 600 хв1, що відповідає 1200 проколам голки за хвилину. Довжина петлі без закріпок регулюється від 1 до 40 мм; довжина петлі із звичайною або клиновою закріпкою від 13 до 35 мм; при обметуванні країв машина робить 5-20 стібків на 1 см. Довжина звичайної закріпки від 4 до 8мм, ширина 2-4мм; кількість стібків в закріпці – 10-14. Підйом лапок до 10мм. Ширина петлі до 8мм. Потужність електродвигуна 0,4 кВт, частота обертання його валу 1400 хв-1.
Напівавтомат 6276І-РЗ класу відрізняється від раніше випущених напівавтоматів 62761-Р1 та 6276-Р2 класу тим, що в ньому добавлено механізм закріпок, який забезпечує виконання звичайної поперечної закріпки після виметуванпя країв петлі.
Процес виметування петлі. Виріб укладають на пластини 1,6 (рис. 3.62) механізму переміщення матеріалу лицевим боком вниз так, щоб мітка петлі знаходилась під ножем 15, який прорубує тканину. Лапки 8,16 можуть опускатися автоматично або вручну поворотом важеля 14 за годинниковою стрілкою. Поворотом важеля 18 за годинниковою стрілкою вмикають контрпривод машини і натисканням на пускову кнопку 13 вмикають машину. При цьому ніж 15 опускається і прорубує вхід в петлю на різцевій колодці 7. Швацький апарат (голка та петельники) повертаються на кут 180°. Вмикається перший холостий хід, і платформа 9 з виробом безперервно перемішується до працюючого, пластини 1,6 механізму переміщення матеріалу рухаються впоперек платформи машини і розширюють проріз петлі. При вмиканні робочого ходу виготовлення петлі розпочинається з правого пружка. Голка отримує відхилення впоперек платформи на ширину обметувального шва, виріб і платформа після кожних двох проколів голки переміщуються до працюючого. При обметуванні вічка петлі швацький апарат повертається на кут 180°, платформа 9 переміщується по кривій, яка відповідає формі вічка петлі, крок строчки обметування автоматично стає рідшим.
При обметуванні лівого пружка петлі платформа 9 разом з виробом переміщується від працюючого. При переході до виготовлення закріпки швацький апарат повертається на кут 90°, платформа переміщується вліво, потім після кожних двох проколів голки вправо, голка відхиляється вздовж платформи 9 і виготовляє поперечну закріпку.
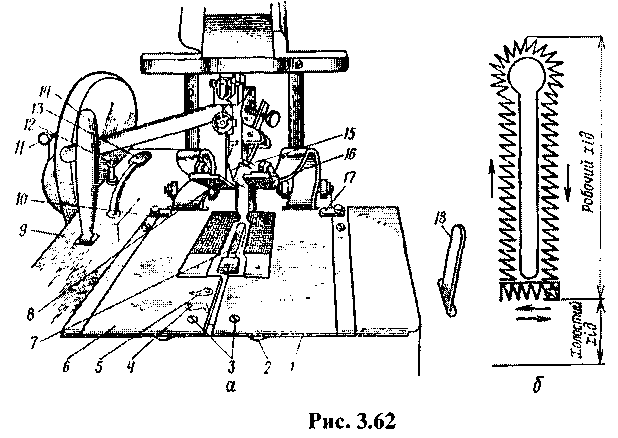
Потім швацький апарат знову повертається на кут 90°, (повертається в своє початкове положення) і робочий хід вимикається. Вмикається другий холостий хід, і платформа безперервно переміщується від працюючого. В кінці другого холостого ходу лапки піднімаються автоматично або після вимикання машини працюючий поворотом важеля 14 проти годинникової стрілки піднімає їх вручну. Пластини 1,6 механізму переміщення автоматично зближуються. При зніманні виробу нитки зрізують ножицями.
Процес утворення стібків. Для утворення двохниткового ланцюжкового зигзагоподібного стібка голка 1 (рис. 3.63,а) та лівий петельник 4 заправляються нитками. Над лівим петельником 4 розташовані його ширитель 5, який закінчується праворуч вилкою, між ріжками якої проходить нитка петельника 4. Правий петельник 3 ниткою не заправляється, над ним розташовано розширювач 2. Петельники 3,4 здійснюють коливальні рухи впоперек платформи машини, а розширювачі 2,5 додатково отримують рух вздовж платформи машини для розширення відповідних петель.
Голка 1 опускається в проріз петлі і при підніманні на висоту 2-2.5мм утворює петлю, в яку, рухаючись зліва направо входять лівий петельник 4 та його розширювач 5. Голка 1 виходить із прорізу петлі (рис. 3.63,6), відхиляється вправо, петлитель 4 та його розширювач перемішуються вправо, на ліве плече розширювача 5 натискає похила площина 6, і його вилка розширює петлю лівого петельника 4 вздовж платформи.
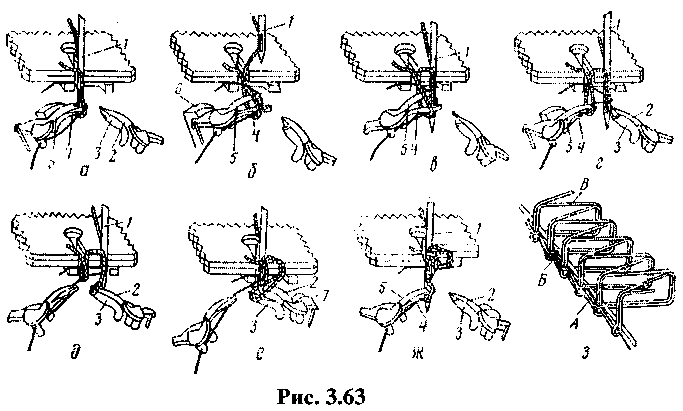
Голка 1 (рис. 3.63,е) проколює виріб і входить в петлю лівого петельника 4, розширену розширювачем 5. Лівий петельник 4 та його розширювач 5 переміщуються справа наліво (рис. 3.63,г).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.