





Обладнання швейного виробництва
Лекція 4
Машини човникового стібка
1. Класифікація стібків.
2. Властивості та принцип утворення човникової строчки.
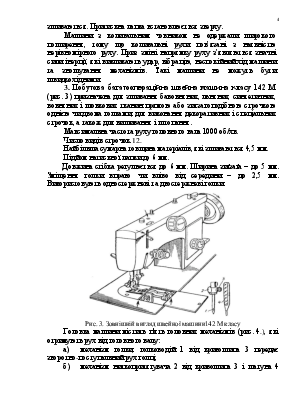
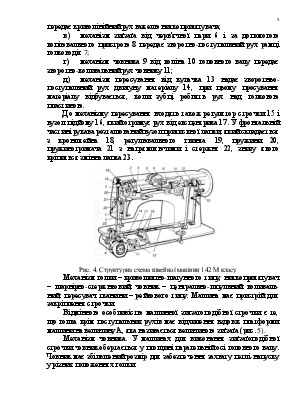
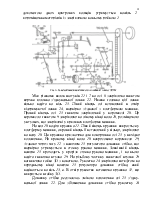
3. Загальна будова та технічна характеристика побутової багатоопераційної швейної машини класу 142 М.
4. Загальна характеристика універсальних промислових машин човникового стібка.
1. Класифікація стібків.
Стібком називають елемент строчки із закінченим переплетенням ниток Різні стібки і строчки в залежності від способу їх виконання поділяють на ручні та машинні. За способом переплетення ниток машинні стібки поділяють на човникові та ланцюжкові.
Всі стібки поділяються на 8 класів і позначаються трьохзначною номерами. Стібки кожного класу в залежності від кількості голок, ниток ті форми малюнку розподіляють на типи, які позначаються 2-ма останніми цифрам трьохзначного номера.
Наприклад:
Клас 100 – прості ланцюгові стібки;
101 – прямолінійний ланцюговий стібок;
103 – потаємний ланцюговий стібок.
Клас 200 – ручні стібки.
Клас 300 – човникові стібки;
301 – човниковий однолінійний стібок;
302, 307, 309 – багатолінійні човникові стібки
304, 305, 308, 310 – зигзагоподібні човникові стібки;
306 – потаємний човниковий стібок.
Клас 400 – ланцюгові двониткові стібки;
401 – однолінійний ланцюговий двонитковий стібок;
402, 403, 406 – багатолінійні ланцюгові стібки;
404, 405 – зигзагоподібні ланцюгові стібки.
Клас 500 – краєобметувальні стібки;
501, 513 – однониткові краєобметувальні стібки;
502, 503 – двониткові краєобметувальні стібки;
504, 505 – триниткові краєобметувальні стібки.
Клас 600 – ланцюгові плоскі стібки;
601 – трьохниткові ланцюгові плоскі стібки;
602 – чотирьохниткові стібки з покривними нитками.
Клас 700 – однонитковий човниковий стібок.
Клас 800 – різноманітні комбінації всі стібків.
2. Властивості та принцип утворення човникової строчки.
|
|
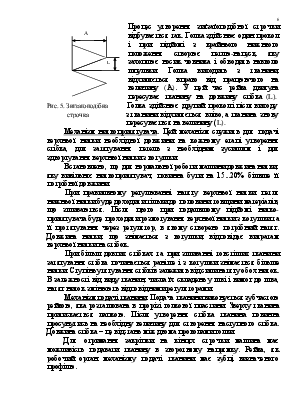
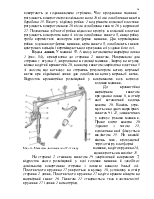
Човникова строчка складається із двох ниток. Нитка А (рис. 1) називається верхньою, або голковою, оскільки через тканину її проводить голка. Нитка Б називається нижньою, або човниковою, оскільки вона заправлена в човниковий пристрій. Переплетення ниток відбувається
Рис. 1. Переплетення ниток всередині прошарків тканин, що зшиваються
у човниковій строчці. так як нитки мають певний натяг і притиска
ють тканини одну до одної по лінії строчки.
Від еластичності строчки залежить її міцність на розрив при натягу тканин вздовж строчки. Човниковий стібок жорсткий, нееластичний, не здатний на значне подовження. При розтягуванні тканин вздовж строчки вона спочатку буде витягуватись на якусь незначну величину при одночасному подовженні ниток, а потім все навантаження зосередиться на нитках, котрі будуть розриватися.
Човникова строчка розтягується на 15 %, вона важко розпускається. На утворення стібка витрачається невелика кількість ниток. При визначенні витрат ниток на утворення човникової строчки враховується коефіцієнт уробки, який в середньому дорівнює 1,2-1,7. На шов довжиною 1000 мм для тонких вовняних тканин при середній довжині стібка витрачається приблизно по 1300 мм верхньої та нижньої ниток (коефіцієнт уробки при цьому рівний 1,3).
Відстань між двома проколами голки визначає довжину стібка L (рис. 1).
Недоліки човникового стібка:
1) для утворення човникового стібка потрібні більш складні машини між для інших стібків;
2) заміна шпульки до 70 разів за зміну знижує ефективність використання машини;
3) човниковий пристрій вимагає постійної чистки та змазки.
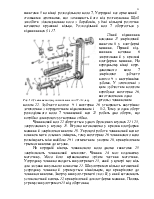
Човникова строчка утворюється при взаємодії робочих органів: голки (служить для проколу матеріалів, проведення через них верхньої нитки і створення петлі-напуску), човника (служить для захвату петлі-напуску, розширення її та обводить її навколо шпульки, створюючи переплетення верхньої та нижньої нитки), ниткопритягувача (подає верхню нитку голці та човнику, затягує стібок та зісмикує нитку з котушки), зубчастої рейки (служить для переміщення тканини на довжину стібка) та лапки (притискає тканину до голкової пластини, створюючи тиск на верхню нитку для утворення петлі-напуску та притискає тканину до рейки двигуна тканини).
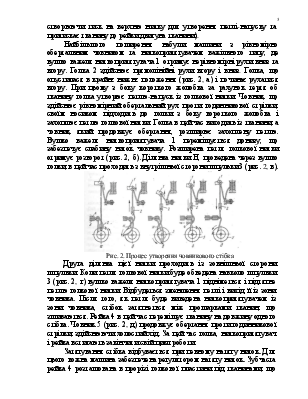
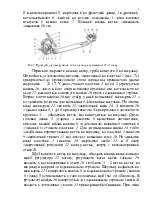
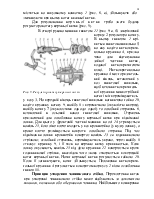
Найбільшого поширення набули машини з рівномірно обертальним човником та ниткопритягувачем важільного типу, де вушко важеля ниткопритягувача 1 отримує нерівномірні рухи вниз та вгору. Голка 2 здійснює прямолінійні рухи вгору і вниз. Голка, що опустилася в крайнє нижнє положення (рис. 2, а) і починає рухатися вгору. При цьому з боку короткого жолобка за рахунок тертя об тканину голка утворює петлю-напуск із голкової нитки. Човник, що здійснює рівномірний обертальний рух проти годинникової стрілки, своїм носиком підходить до голки з боку короткого жолобка і захоплює петлю голкової нитки. Голка в цей час виходить із тканини, а човник, який продовжує обертання, розширює захоплену петлю. Вушко важеля ниткопритягувача 1 переміщується донизу, що забезпечує слабину ниток човнику. Розширена петля голкової нитки отримує розворот (рис. 2, б). Ділянка нитки Н, проведена через вушко голки, в цей час проходить з внутрішньої сторони шпульки 3 (рис. 2, в).
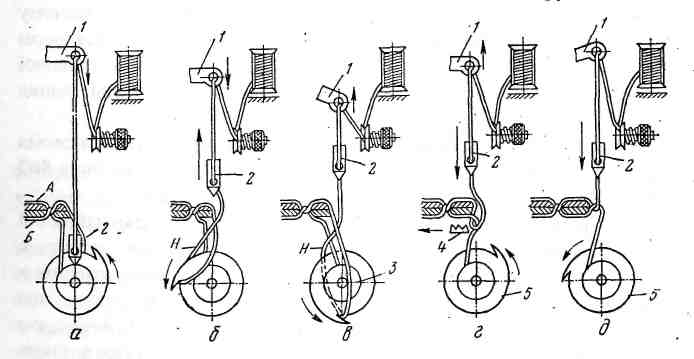
Рис. 2. Процес утворення човникового стібка
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.