Регулювання вузла лапки (рис.3.49). Лапку приводять в робоче положення поворотом важеля 13 проти годинникової стрілки (при цьому голки повинні знаходитись в крайньому верхньому положенні, на рисунку важіль лапки повернутий ліворуч). Попередньо важіль 14 необхідно повернути проти годинникової стрілки. Під час повороту важеля 13 необхідно слідкувати за тим, щоб коромисло 6 увійшло в паз 8 для забезпечення можливого підйому лапки ногою. Потім важіль 14 повертають за годинниковою стрілкою, пружина 5 натискає на муфту 4 і вона разом із пальцем З та вилкою 2 опускається. Вилка 2 охоплює верхню поверхню важеля 13 і фіксує його разом з лапкою 10 в робочому положенні.
Тиск лапки 10 на матеріал регулюється гвинтом 18 завдяки деформації пружини 20. Положення лапки 10 в поздовжньому напрямку відносно рейок регулюється її зміщенням разом із важелем 13 після ослаблення гвинтів 9, 7.
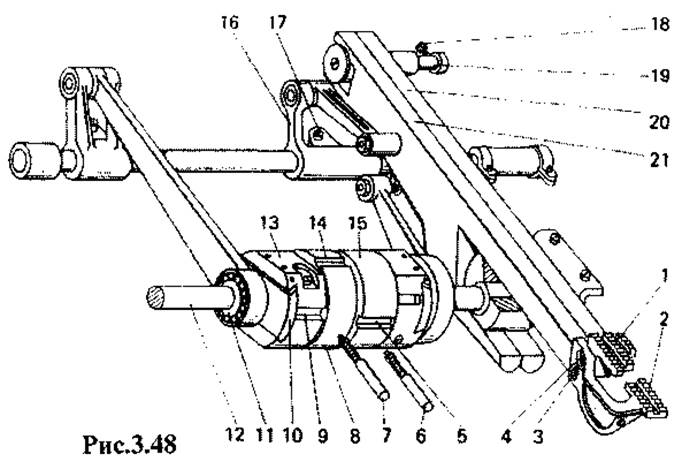
Висота ножного підйому лапки 10 регулюється гвинтом 16 після послаблення його контргайки 17. Якщо гвинт 16 загвинчувати, то лапка 10 буде підніматися на більшу висоту в результаті збільшення переміщення важеля 15, до того ж висота її підйому обмежена роликом 1. Кут повороту важеля 15 за годинниковою стрілкою регулюється гвинтом 19 після послаблення його контргайки.
Якщо гвинт 19 загвинчувати, то кут повороту зменшиться.
Положення притискної пластини 11 відносно кромки нижнього ножа регулюється її переміщенням впоперек лапки 10 після ослаблення гвинта 12.
Регулювання механізму ножів (рис. 3.50, рис. 3.51). Механізм ножів служить для обрізування кромки тканини перед зшиванням. Використовуються ножі шириною 7 мм. Для якісного обрізування верхній і нижній ножі повинні бути постійно притиснутими між собою.
Установку ножів починають з нижнього ножа 16, який вставляють знизу в паз колодочки 4 та закріплюють гвинтом 6, до того ж ріжуча грань нижнього ножа 16 при цьому повинна бути на рівні верхньої поверхні голкової пластини.
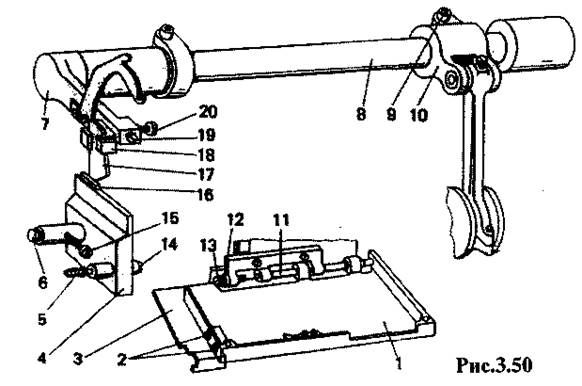
Заміна верхнього ножа 1 ( рис. 3.51) здійснюється при нижньому положенні тримача ножа. Для цього потрібно відкрутити гвинт 2 з шестигранною головкою, вийняти ніж по напрямку стрілки. Вставляється ніж напрямляючою цапфою назад і подається вниз, поки його передня ріжуча кромка не перекриє лезо нижнього ножа приблизно на 1 мм з проміжком між лезами 0,2 мм. Кожен раз напрямляючу цапфу треба підганяти до довжини 8 мм. Гвинт з шестигранною голівкою 2 затягнути, в результаті чого верхній ніж 1 затискується пластинкою 3 в тримачі ножа. Попередньо верхній ніж 17 (рис. 3.50) по висоті встановлюється поворотом коромисла 7 та вала 8 після послаблення болта 9 коромисла 10. При такій установці центр тримача 18 при крайньому верхньому положенні ножа 17 повинен відстояти на 27, 5 мм від верхньої поверхні голкової пластини.
Ширина шва (рис. 3.51) регулюється таким чином: необхідно відкрити передню кришку і відвести в сторону пластинку, відпустити гвинт з циліндричною головкою і сферою 10, і такий же гвинт 11. Відрегулювати положення верхнього ножа відповідно бажаної ширини шва, пересуваючи його вліво (шов звужується) або вправо (шов розширюється), затягнути гвинт 11. Нижній ніж злегка притискується пружиною 12 і болтом 13 до верхнього ножа. Відрегулювати попередньо натяг між нижнім і верхнім ножами відповідно до виду тканини і затягнути гвинт з циліндричною головкою 10. Ширину шва можна змінювати в невеликих межах шляхом зміни положення нижнього і верхнього ножів. В разі потреби розширення інтервалу регулювань необхідно замінити голкову пластинку.
Для зміни ширини обмету вального шва необхідно відрегулювати положення відкидного щитка 1 та його пластини З для відводу обрізу. З цією метою послабляють контргайку 12 та загвинчують гвинт 13, зменшують переміщення осі 11 та щитка 1 вліво.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.