Задние углы на боковых сторонах зубьев рассматривают в 2-х секущих плоскостях: в плоскости касательной к делительному цилиндру (М-М), и в плоскостях, нормальных к профилю (N-N) (рис. 3.4).
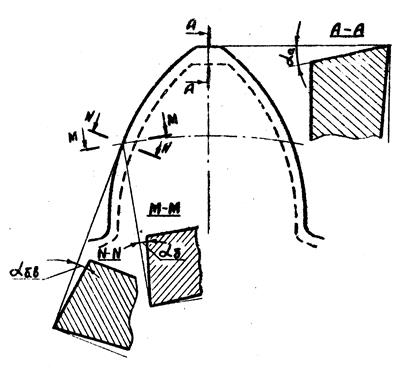
Рис. 3.4. Задние углы зуба долбяка
Оба
задних угла (![]() и
и  )
представляют собой углы, заключенные между плоскостью, касательной к задней
боковой поверхности, и плоскостью резания, только измеряются в разном
направлении.
)
представляют собой углы, заключенные между плоскостью, касательной к задней
боковой поверхности, и плоскостью резания, только измеряются в разном
направлении.
Задний угол в плоскости, касательной к делительному цилиндру необходим только при проектировании долбяков и определяется из соотношения:
 (3.2)
(3.2)
где
 – профильный угол долбяка.
– профильный угол долбяка.
Стандартные
долбяки с передним углом ![]() предназначены для
нарезания колес с углом профиля
предназначены для
нарезания колес с углом профиля ![]() и имеют угол
и имеют угол ![]() .
.
При
![]() и
и ![]()
![]() .
.
Задний
угол в нормальных плоскостях определяет условия резания. Он является
минимальным задним углом на боковых сторонах и его величине определяет величину
износа зубьев долбяка по задним боковым поверхностям. Определяется  по формуле:
по формуле:
![]() (3.3)
(3.3)
Для
стандартных долбяков ![]() .
.
3.2. Методы нарезания зубьев прямозубых долбяков
Черновое нарезание зубьев прямозубых долбяков может быть выполнено различными способами:
1) дисковой зуборезной фрезой;
2) червячной зуборезной фрезой;
3) зуборезным долбяком.
Чистовая обработка зубьев долбяков выполняется после термообработки на зубошлифовальных станках.
Формообразование зубьев мелкомодульных долбяков (m до 1,5 мм) выполняют после термообработки шлифованием (без предварительного нарезания).
3.2.1. Фрезерование зубьев долбяка дисковой зуборезной фрезой
Нарезание зубьев долбяка выполняется на горизонтально - фрезерных станках с помощью делительной головки. Заготовка долбяка закрепляется на оправке, которая устанавливается коническим хвостовиком в пиноль делительной головки.
Для получения задних углов на боковых сторонах зубьев долбяка ось делительной головки устанавливают под углом к направлению подачи, равным заднему углу на вершине зубьев.
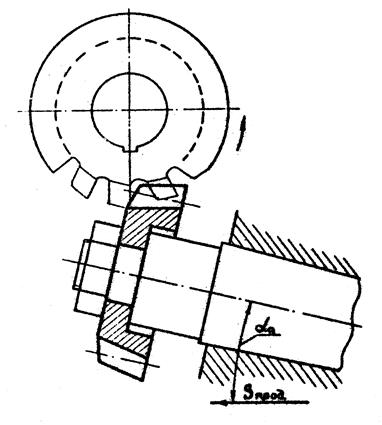
Рис. 3.5. Фрезерование зубьев долбяка дисковой модульной фрезой
3.2.2. Фрезерование зубьев долбяка червячными модульными фрезами
Фрезерование зубьев долбяка методом обкатки является наиболее производительным методом нарезания зубьев и может быть выполнено следующими методами:
1) на вертикальных зубофрезерных станках с помощью специальной шарнирной оправки (рис. 3.6).
В
этом случае ось оправки, смещением ее верхнего конца, устанавливается под углом
![]() к направлению вертикальной подачи фрезы.
к направлению вертикальной подачи фрезы.
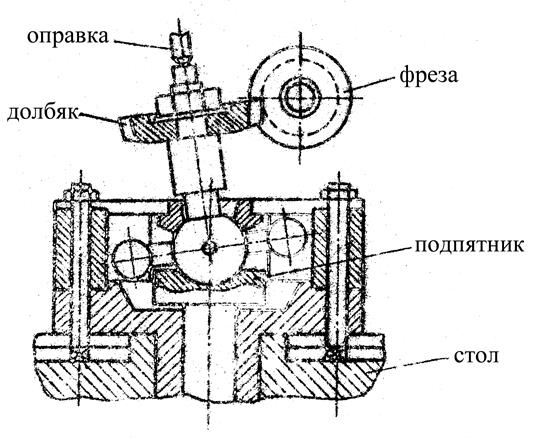
Рис. 3.6. Фрезерование зубьев долбяка с помощью шарнирной оправки
2) на вертикальных зубофрезерных станках методом сложения двух подач: вертикальной и радиальной (рис. 3.3). Этим способом фрезеровать зубья долбяков возможно только на тех станках, у которых есть внутренняя кинематическая связь между вращением стола, вертикальным и радиальным перемещением фрезы.
3.2.3. Нарезание зубьев долбяка на зубодолбежных станках
На
зубодолбежных станках нарезают зубья долбяков с помощью приспособления,
позволяющего устанавливать ось долбяка под углом ![]() к
направлению главного движения рабочего долбяка (подобно схеме представленной на
рис. 3.6).
к
направлению главного движения рабочего долбяка (подобно схеме представленной на
рис. 3.6).
3.2.4. Нарезание зубьев долбяка на зубострогальных станках
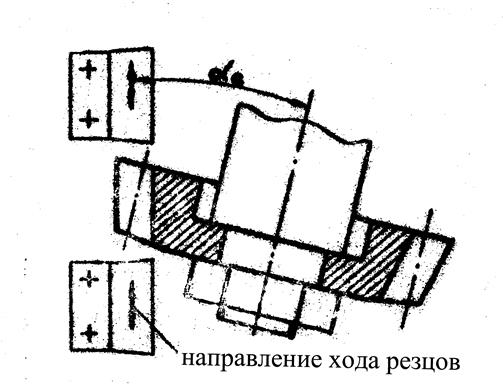
Рис. 3.7. Нарезание зубьев долбяка на зубострогальных станках
Заготовка
долбяка устанавливается на шпинделе бабки изделия, которую поворачивают на угол
![]() к направлению движения зубострогальных
резцов. Резцы закрепляются на ползунах, поворотные направляющие которых
устанавливаются параллельно друг другу.
к направлению движения зубострогальных
резцов. Резцы закрепляются на ползунах, поворотные направляющие которых
устанавливаются параллельно друг другу.
Рассмотренные методы нарезания зубьев долбяков являются предварительной операцией их образования. Оставляется припуск по боковым поверхностям зубьев под последующее шлифование. По внутренней поверхности впадины зубьев долбяка припуск на шлифование не оставляется, то есть дно впадины окончательно должно быть обработано при предварительном нарезании зубьев долбяка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.