2. Произвести кинематическую настройку станка на нарезание резьбы повышенной точности
|
Номер варианта |
Вид резьбы |
Наружный диаметр d,мм |
Скорость резания V,м/мин |
Шаг Pн, мм |
Число ниток на 1 дюйм резьбы n |
Модуль m, мм |
|
10 |
Модульная |
24 |
28 |
2 |
Шаг модульной резьбы:
![]() ;
;
 .
.
Число оборотов шпинделя:
 ;
;
 .
.
Подберем кинематическую цепь привода главного движения
для n = 371,5  :
:
 .
.
Принимаем:
 ,
,
![]() ,
,
Способ замены часто встречающихся чисел:
Проверка гитары:
![]()
 ;
;
Окончательно:

3. Выполнить кинематическую схему станка.
Задание № 6 Вариант № 10
Произвести анализ кинематики и настройку токарно-винторезного станка мод. 16К20 на обработку конической поверхности методом поворота верхних салазок суппорта (станок оснащён механизмом механической подачи верхних салазок - модификация станка 16К20П.
Содержание задания
1. Выполнить все возможные схемы обработки конических поверхностей на токарном станке, проанализировать их особенности.
2. Выполнить схему частной кинематической структуры станка применительно к данному случаю обработки. Проанализировать ее.
3. Вычертить кинематическую схему станка.
4. Записать уравнение кинематического баланса цепей, настройка которых необходима дня данного вида обработки (в общем виде).
3аписать уравнения кинематического баланса цепей применительно к заданным режимам обработки.
На кинематической схеме показать пути передачи движения на шпиндель и верхние салазки суппорта.
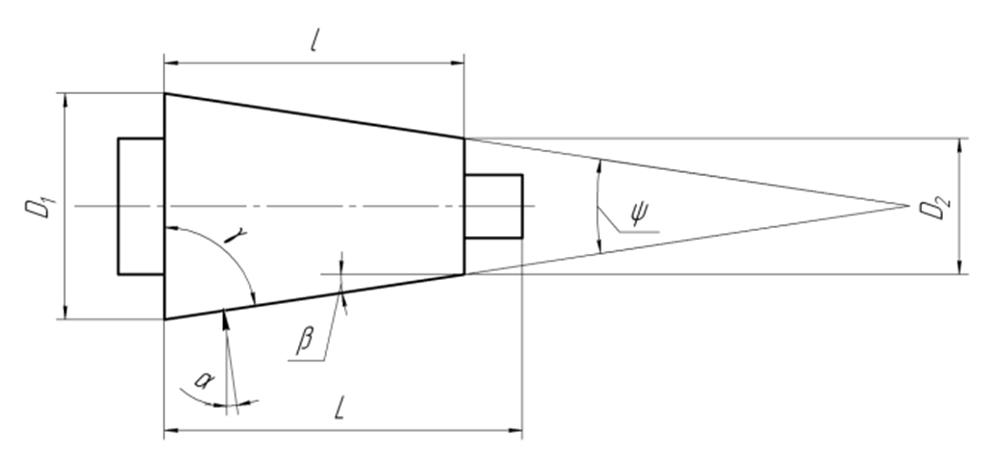 Определить параметры конуса (угол
уклона конуса, угол конуса, конусность) и угол поворота верхних салазок
суппорта.
Определить параметры конуса (угол
уклона конуса, угол конуса, конусность) и угол поворота верхних салазок
суппорта.
1. Выполнить все возможные схемы обработки конических поверхностей на токарном станке, проанализировать их особенности.
Конусы на токарных станках обрабатывают поперечным смещением задней бабки, одновременным включением двух движений подач, поворотом средней части суппорта, с помощью конусной или копирной линейки.
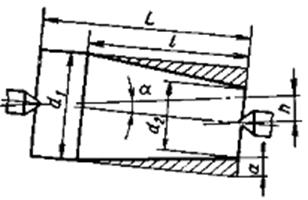 Способ точения конусов смещением задней
бабки применяют при точении пологих конусов на деталях, закрепленных в
центрах. Необходимая величина смещения задней бабки h=L*sina. Расстояние а = (d1— d2)/2 = l* tga, откуда
Способ точения конусов смещением задней
бабки применяют при точении пологих конусов на деталях, закрепленных в
центрах. Необходимая величина смещения задней бабки h=L*sina. Расстояние а = (d1— d2)/2 = l* tga, откуда
tga = (d1 — d2)/2l. Обычно значение a мало, т. e. sina»tga, поэтому h»L* tga = L (d1 — d2)/2l.
Резец движется механически параллельно оси станка, т. е. вдоль образующей конуса. Преимущества метода — механическая подача и достаточно большая
длина обработки, недостатки — несовпадение осей центровых гнезд с осью
конуса и малый угол уклона конуса.
Точение конусов поворотом средней части суппорта применяют при обработке наружных и внутренних конусов небольшой длины. В этом случае каретку суппорта поворачивают на угол, равный половине угла при вершине конуса, и сообщают ей ручное либо механическое перемещение.
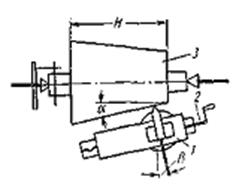 Резцовые
салазки 1 повернуты на угол b, равный углу уклона конуса
a
заготовки 3. При этом перемещение салазок с помощью винта 2 производится
вручную по направлению, параллельному образующей конуса. Длина хода салазок
должна быть больше длины конуса заготовки, т. е. больше
Резцовые
салазки 1 повернуты на угол b, равный углу уклона конуса
a
заготовки 3. При этом перемещение салазок с помощью винта 2 производится
вручную по направлению, параллельному образующей конуса. Длина хода салазок
должна быть больше длины конуса заготовки, т. е. больше  . Угол установа резцовых салазок b равен углу уклона конуса
a, т. е. b = a.
. Угол установа резцовых салазок b равен углу уклона конуса
a, т. е. b = a.
Угол поворота отсчитывается по шкале поворотной части суппорта. Преимущество этого способа: а) оси центровых гнезд совпадают с геометрической осью конуса (технологически очень важно); б) возможность обработки конуса с большим углом уклона, до 45°; в) возможность обработки внутренних конусов. Недостатками являются ручная подача и небольшая длина обработки, предопределяемая длиной хода салазок.
Точение конусов с помощью конусной линейки является наиболее универсальным и удобным способом, но для него требуется специальное приспособление — конусная или копирная линейка
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.