Суммирующий механизм
Соединение кинематических связей
Немеханическая связь (гидравлическая, электронная и др.)
Рис. 1.1. Условные обозначения элементов структурных схем
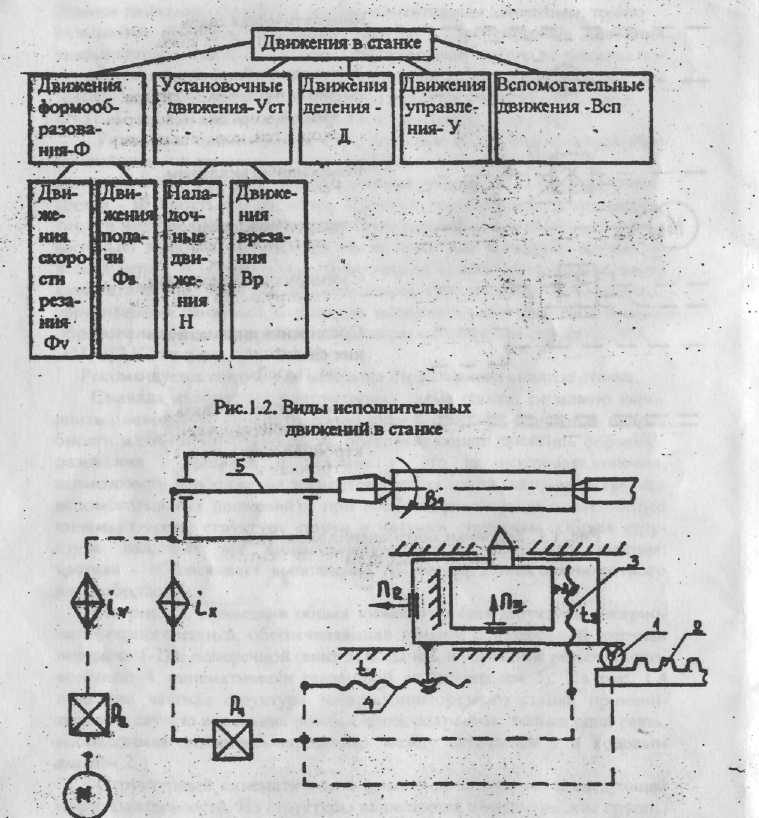
Рис.1.3. Общая кинематическая структура токарно-винторезного
станка
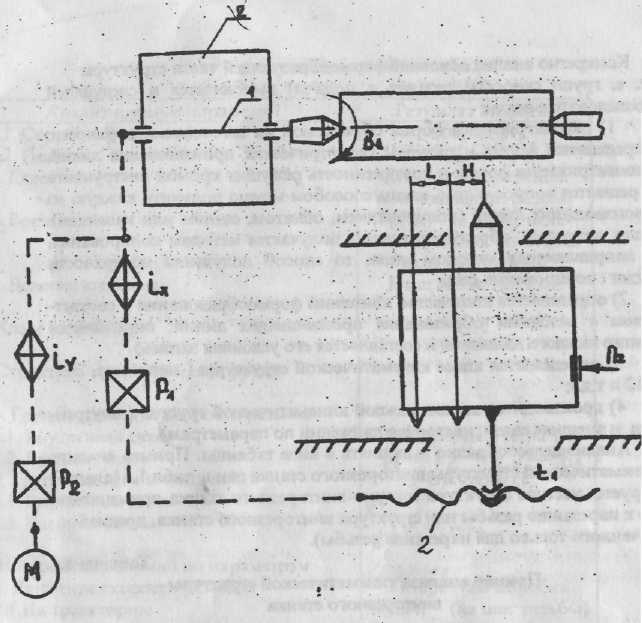
Рис.1.4. Кинематическая структура винторезного станка (частная структура токарно-винторезного станка )
Конкретно анализ основной формообразующей части структуры (т.е. групп скорости резания и подачи) выполняется в следующей последовательности:
1) рассматривается форма образуемой на заготовке поверхности; определяется форма и размеры геометрических производящих линий, рассматривается форма и протяженность режущих кромок инструмента и решается вопрос о том, каким способом можно получить каждую из производящих линий (копированием, обкатом, следом или касанием). Если, например, образующая линия получается методом копирования, а направляющая методом следа, то способ получения поверхности будет: копирование-след;
2) определяется количество движений формообразования в соответствии с методами образования производящих линий; определяется состав каждого движения и составляется его условная запись;
3) определяется класс кинематической структуры ( например, Э22, С12 и т.д.);
4) производится анализ каждой кинематической группы (внутренняя и внешняя связи, настройка движений по параметрам).
Анализ целесообразно выполнять в виде таблицы. Пример анализа кинематической структуры винторезного станка дан в табл. 1.1 (анализируется частная структура токарно-винторезного станка применительно к нарезанию резьбы или структура винторезного станка, предназначенного только для нарезания резьбы).
Таблица l.1.
Пример анализа кинематической структуры
|
Обрабатываемая деталь |
Винт |
|
Структурная схема |
Рисунок 1.4. |
|
Анализируемые параметры |
Результаты анализов |
Форма поверхности Форма производящих линий: Образующей Направляющей Методы получения производящих линий Образующей Направляющей
Форма образования: Скорость резания Подачи Деления Врезание Вспомогательных
Группа движения скорости резания Внутренняя связь Внешняя связь Группа движения подачи Внутренняя связь Внешняя связь
Движение скорости резания: На траекторию На путь На скорость На направление На исходное положение Движение подачи На траекторию На путь На скорость На направление На исходное положение |
Винтовая Соответствует профилю резьбы Винтовая Копирование След Фv (В1П2) Нет Д (В3) – при нарезании многозаходной резьбы Вр (П4) – на схеме механизм врезания (винтовая пара) не показан На схеме не показан С12 Вращательная пара 1-2 М→P2→iv→В1 Отсутствует Гитара (или коробка подач) (на шаг резьбы) и реверс Р1 (направление резьбы – правая или левая) Упоры (размер L) Гитара (коробка скоростей) Реверс Р2 (направление нарезания) Упоры (размер Н) Отсутствует |
Вторым этапом кинематического анализа станка является анализ кинематической схемы. Кинематические схемы станков для выполнения семестровых заданий приводятся в приложении I .Следует учитывать, что структурные цепи, которые рассматриваются при анализе кинематических структур станков и кинематические цепи, которые анализируются по кинематическим схемам, это не одно и то же. Первые являются выражением реальных кинематических связей в станке, которые обеспечивают соответствующие движения формообразования. Кинематические цепи составляются искусственно - для написания управлений кинематического баланса и определения формул, для расчета параметров настройки движений.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.