КОНТРОЛЬНАЯ РАБОТА №1
Вариант 9
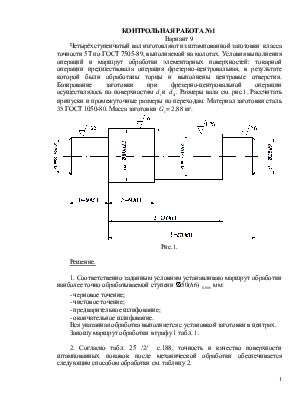
Четырёхступенчатый вал изготовляют из штампованной
заготовки класса точности 5Т по ГОСТ 7505-89, выполняемой на молотах. Условия
выполнения операций и маршрут обработки элементарных поверхностей: токарной
операции предшествовала операция фрезерно-центровальная, в результате которой
были обработаны торцы и выполнены центровые отверстия. Базирование заготовки
при фрезерно-центровальной операции осуществлялось по поверхностям ![]() и
и ![]() . Размеры
вала см. рис.1. Рассчитать припуски и промежуточные размеры по переходам. Материал
заготовки сталь 35 ГОСТ 1050-80. Масса заготовки
. Размеры
вала см. рис.1. Рассчитать припуски и промежуточные размеры по переходам. Материал
заготовки сталь 35 ГОСТ 1050-80. Масса заготовки ![]() = 2,88
кг.
= 2,88
кг.
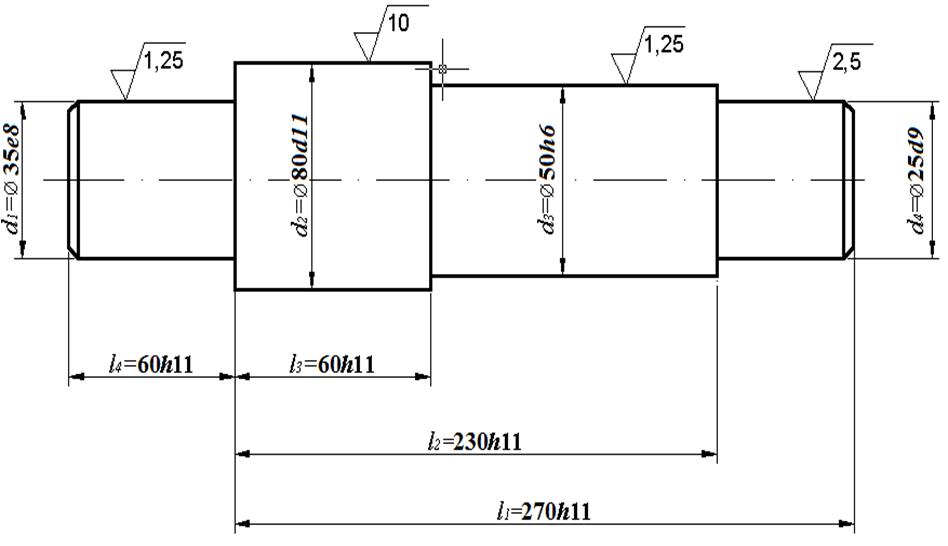
Рис.1.
Решение.
1. Соответственно заданным условиям устанавливаю
маршрут обработки наиболее точно обрабатываемой ступени ![]() мм:
мм:
- черновое точение;
- чистовое точение;
- предварительное шлифование;
- окончательное шлифование.
Вся указанная обработка выполняется с установкой заготовки в центрах.
Заношу маршрут обработки в графу 1 табл. 1.
2. Согласно табл. 25 /2/ с.188, точность и качество поверхности штампованных поковок после механической обработки обеспечивается следующим способом обработки см. таблицу 2.
Таблица 2.
|
Наружная поверхность |
|
||
|
квалитет |
|
|
|
|
Черновое точение |
12 |
50 |
50 |
|
Чистовое точение |
11 |
25 |
25 |
|
Предварительное шлифование |
8 |
10 |
20 |
|
Окончательное шлифование |
6 |
5 |
15 |
3. Расчет суммарного значения пространственных отклонений для штампованных поковок типа ступенчатых валов.
Качество поверхности штампованных поковок Rz=160 мкм; h=200 мкм табл.12 /2/ с.186.
Суммарное значение пространственных отклонений для штампованных поковок типа ступенчатых валов при обработке в центрах:
 - /2/ с. 186,
- /2/ с. 186,
где ![]() - общее отклонение
оси от прямолинейности:
- общее отклонение
оси от прямолинейности:
![]() =2∙0,15∙40=12,0 мкм,
=2∙0,15∙40=12,0 мкм,
где ![]() - размер от сечения,
для которого определяется кривизна, до ближайшего наружного торца – равен для
рассматриваемого случая
- размер от сечения,
для которого определяется кривизна, до ближайшего наружного торца – равен для
рассматриваемого случая
![]() =
=![]() =40
мм;
=40
мм;
![]() . - удельная кривизна в мкм на 1 мм
длины (в маршруте предусмотрена правка заготовки на прессе, после которой
. - удельная кривизна в мкм на 1 мм
длины (в маршруте предусмотрена правка заготовки на прессе, после которой ![]() =0,15 мкм/мм (табл. 4.2 /5/); средний
диаметр, который необходимо знать для выбора
=0,15 мкм/мм (табл. 4.2 /5/); средний
диаметр, который необходимо знать для выбора ![]() ,
определяется как
,
определяется как 
![]() - погрешность
центрирования (установка в центрах)
- погрешность
центрирования (установка в центрах)
 ,
,
где ![]() -допуск на размер
базовой поверхности при зацентрировании, мм (для
-допуск на размер
базовой поверхности при зацентрировании, мм (для ![]() мм,
мм,
![]() =2,0 мм (
=2,0 мм (![]() ), при
группе стали М1, и степени сложности С1),
), при
группе стали М1, и степени сложности С1),
 =0,56 мм = 560 мкм,
тогда
=0,56 мм = 560 мкм,
тогда
![]() =560 мкм.
=560 мкм.
Остаточная величина пространственных отклонений:
а) черновое точение ![]() =
0,06∙560
=
0,06∙560 ![]() 33 мкм;
33 мкм;
б) чистовое точение ![]() 0,04∙33
= 1,32
0,04∙33
= 1,32 ![]() 1,0 мкм, где 0,06 и
0,04 - коэффициенты уточнения для чернового и чистового обтачивания соответственно
(приложение 14 /5/).
1,0 мкм, где 0,06 и
0,04 - коэффициенты уточнения для чернового и чистового обтачивания соответственно
(приложение 14 /5/).
Погрешность установки при базировании «в центрах»
![]() =0.
=0.
4. Расчет припусков:
а) минимальный припуск на наружный диаметр (припуск двусторонний) ( формула 5.2 /5/)
- черновое точение
![]() мкм;
мкм;
- чистовое точение
2Zmin2=2[(50 + 50)+33] = 266 мкм;
- предв.шлифование
2Zmin3=2[(25 + 25)+1] = 102 мкм;
- оконч.шлифование
2Zmin3=2(10 + 20) = 60 мкм.
б) расчет наименьших расчётных размеров по технологическим переходам
49,984+0,060=50,044 мм;
50,044+0,102=50,146 мм;
50,146+0,266=50,412 мм;
50,412+1,840=52,252 мм.
Наименьшие расчётные размеры заносим в графу 6 табл.1.
Наименьшие предельные размеры (округлённые) заносим в графу 9 табл.1.
в) максимальный припуск на наружную поверхность
2Zmax1=2Zmin1 + TDзаг+TD1,
где TDзаг - допуск на размер диаметра заготовки,
TDзаг = 2000 мкм,
TD1 - допуск на размер при черновом точении для 12 квалитета
TD1=250 мкм,
При чистовом точении для 11 квалитета
TD2=160 мкм.
При предв.шлифовании для 8 квалитета
TD3=39 мкм.
При оконч.шлифовании для 6 квалитета
TD4=16 мкм, тогда наибольшие предельные размеры по переходам:
49,984+0,016=50,000 мм;
50,044+0,039=50,083 мм;
50,15+0,16=50,31 мм;
50,4+0,25=50,65 мм;
52,3+2,0=54,3 мм.
Результаты заносим в графу 8 табл.1.
г) расчёт фактических максимальных и минимальных припусков по переходам производим, вычитая соответственно значения наибольших и наименьших предельных размеров, соответствующих выполняемому и предшествующему технологическим переходам:
максимальные припуски:
50,083-50,000=0,083 мм;
50,31-50,083=0,227 мм;
50,65-50,31=0,34 мм;
54,3-50,65=3,65 мм.
Минимальные припуски:
50,044-49,984=0,060 мм;
50,15-50,044=0,106 мм;
50,4-50,15=0,25 мм;
52,3-50,4=1,9 мм.
Результаты заношу в графу 10, 11 табл.1.
Общие припуски Zо min и Zо max рассчитываю, суммируя промежуточные припуски и записывая их значения, внизу соответствующих граф (в мкм).
Zо min = 60 + 106 + 250 + 1900 = 2316 мкм.
Zо max = 83 + 227 + 340 + 3650 = 4300 мкм.
Произведу проверку правильности выполненных расчётов:
Zо max - Zо min = 4300 - 2316 = 1984 = TDзаг – TDдет = 2000 – 16 = 1984 мкм
Расчёты выполнены верно.
Технологический маршрут обработки вала представлен в таблице 1.
СПИСОК ЛИТЕРАТУРЫ
1. Допуски и посадки: Справочник. В 2-х ч./В. Д. Мягков, М.А. Палей, А.Б. Романов, В.А. Брагинский. – 6-е изд., перераб. и доп. – Л.: Машиностроение. 1982.
2. Справочник технолога машиностроителя в 2-х томах, под ред. Косилова А.Г., Мещеряков Р.К. 4 изд-е Москва «Машиностроение», 1985.
3. Основы конструирования приспособлений в машиностроении. В.С.Корсаков М., изд-во «Машиностроение», 1971, 288с.
4. Рекомендации применения статистических методов регулирования технологических процессов Р50-601-19-91. ВНИИС. М., 1991. 50с.
5. Технология машиностроения: Сборник задач и упражнений: Учеб. пособие/ В.И.Аверченков и др.; Под общ.ред. В.И.Аверченкова и Е.А.Польского. – 2-е изд., перераб.и доп. – М.: ИНФРА-М, 2006.-288с. – (Высшее образование).
Таблица 1
|
Технологические переходы обработки поверхности
|
Элементы припуска, мкм |
Расчётный припуск 2Zmin, мкм. |
Расчётный минимальный размер dp, мм. |
Допуск d, мкм. |
Предельный размер, мм. |
Предельное значение припусков, мкм. |
||||
|
Rz |
h |
|
dmax |
dmin |
|
|
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Заготовка |
160 |
200 |
560 |
52,252 |
2000 |
54,3 |
52,3 |
|||
|
Черновое точение |
50 |
50 |
33 |
1840 |
50,412 |
250 |
50,65 |
50,4 |
1900 |
3650 |
|
Чистовое точение |
25 |
25 |
1 |
266 |
50,146 |
160 |
50,31 |
50,15 |
250 |
340 |
|
Предварительное шлифование |
10 |
20 |
– |
102 |
50,044 |
39 |
50,083 |
50,044 |
106 |
227 |
|
Окончательное шлифование |
5 |
15 |
– |
60 |
49,984 |
16 |
50,000 |
49,984 |
60 |
83 |
|
Итого |
2316 |
4300 |
||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.