






Министерство образования и науки РФ
Волжский политехнический институт (филиал)
Государственного образовательного учреждения высшего профессионального
образования «Волгоградский государственный технический университет»
________________________(ВПИ (филиал) ВолгГТУ)_____________________
Кафедра: ____«Технология и оборудование машиностроительных производств»_______
Семестровая работа по дисциплине
«Технология изготовления режущего инструмента»
(полное название дисциплины, в соответствии с учебным планом)
«Проектирование технологии изготовления режущего инструмента»
Вариант
6
(номер заданного варианта)
Геруц М. Б
Выполнил студент_________________________________________________________
(Ф.И.О студента)
группы ____________________________ВТМЗ-465_________________________________
(номер группы)
Проверил _____________________Даниленко М.В._____________________________
(Ф.И.О преподавателя)
Волжский
2011
СОДЕРЖАНИЕ
Задание
1. Выбор типа производства и описание его характеристики.
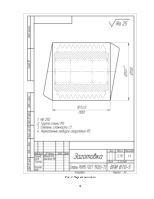
2. Выбор рациональной формы заготовки.
3. Определение размеров и массы заготовки.
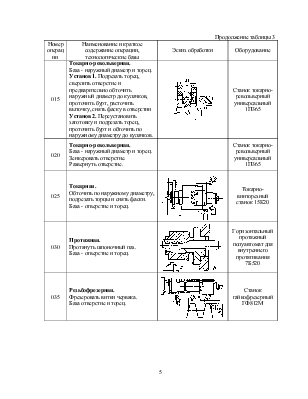
4. Проектирование маршрута изготовления инструмента.
5. Выбор металлорежущих станков для каждой операции.
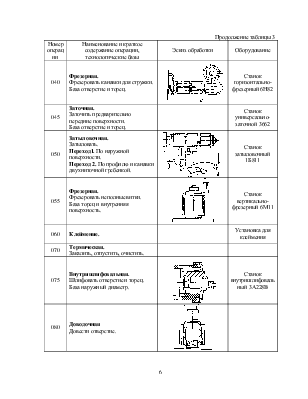
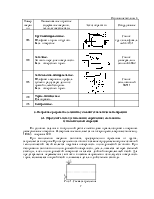
6. Подробная разработка заданий в условии технологической операции.
6.1. Определить метод установки и закрепления заготовки на технологической операции.
6.2. Произвести разбивку технологической операции на необходимые более мелкие элементы.
6.3. Разработать технологический эскиз на каждый переход операции.
6.4. Выбрать режущий инструмент.
6.5. Установить метод контроля обрабатываемых поверхностей детали и измерительный инструмент.
6.6. Выбрать СОЖ на операцию.
6.7. Произвести расчёт режимов обработки на все переходы операции.
6.8. Определить нормы времени на все переходы операции.
Задание
Разработать технологический процесс изготовления червячной фрезы с подробной разработкой операции – развертывание отверстия Тип производства – мелкосерийное.
1. Выбор типа производства и описание его характеристики
Тип производства определяется комплексной характеристикой технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций Кз. Для мелкосерийного производства коэффициент закрепления операций от 21 до 40 (включительно). Мелкосерийное производство характеризуются изготовлением деталей большой номенклатуры на рабочих местах, не имеющих определенной специализации. Это производство должно быть достаточно гибким и приспособленным к выполнению различных производственных заказов.
Технологические процессы в условиях мелкосерийного производства разрабатываются укрупненно в виде маршрутных карт на обработку деталей по каждому заказу; участки оснащаются универсальным оборудованием и оснасткой, обеспечивающей изготовление деталей широкой номенклатуры. Большое разнообразие работ, которые приходится выполнять многим рабочим, требует от них различных профессиональных навыков, поэтому на операциях используются рабочие-универсалы высокой квалификации. На многих участках, особенно в опытном производстве, практикуется совмещение профессий.
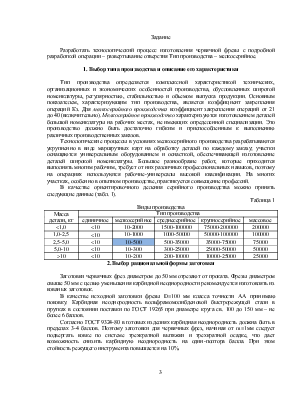
В качестве ориентировочного деления серийного производства можно принять следующие данные (табл. 1).
Таблица 1
Виды производства
|
Масса детали, кг |
Тип производства |
||||
|
единичное |
мелкосерийное |
среднесерийное |
крупносерийное |
массовое |
|
|
<1,0 |
<10 |
10-2000 |
1500-100000 |
75000-200000 |
200000 |
|
1,0-2,5 |
<10 |
10-1000 |
1000-50000 |
50000-100000 |
100000 |
|
2,5-5,0 |
<10 |
10-500 |
500-35000 |
35000-75000 |
75000 |
|
5,0-10 |
<10 |
10-300 |
300-25000 |
25000-50000 |
50000 |
|
>10 |
<10 |
10-200 |
200-10000 |
10000-25000 |
25000 |
2. Выбор рациональной формы заготовки
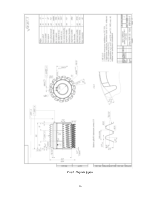
Заготовки червячных фрез диаметром до 50 мм отрезают от проката. Фрезы диаметром свыше 50 мм с целью уменьшения карбидной неоднородности рекомендуется изготовлять из кованых заготовок.
В качестве исходной заготовки фрезы D=100 мм класса точности АА принимаю поковку. Карбидная неоднородность вольфрамомолибденовой быстрорежущей стали в прутках в состоянии поставки по ГОСТ 19265 при диаметре круга св. 100 до 150 мм – не более 6 баллов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.