|
005 |
4 |
Резец расточной (правый) 2141-0601 ВК6 ГОСТ 20874-75
|
|
010 |
Долбяк однозубый сборный
|
|
|
015 |
2, 3 |
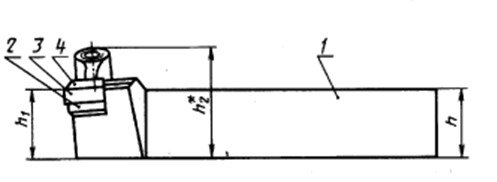
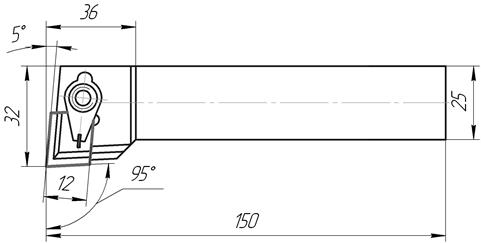
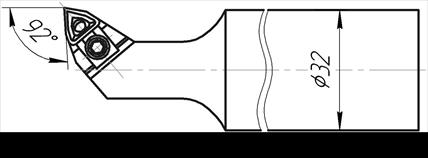
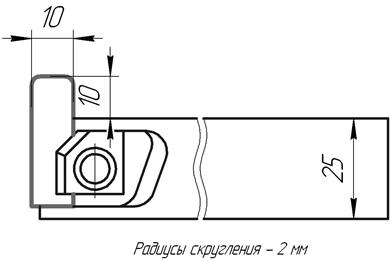
Резец контурный (правый) 2100-2181 ВК6 ГОСТ 26611-85
h=25 мм; b = 25 мм 1 – державка; 2 – опорная пластина; 3 – режущая пластина; 4 – стружколом; 5 – винт по ГОСТ 17475-80 |
|
4 |
То же, но сплав ВК3 |
Окончание таблицы 3
|
015 |
5, 6 |
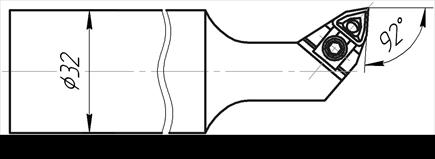
Резец расточной (левый) 2141-0602 ВК6 ГОСТ 20874-75
|
|
7 |
Резец канавочный 035-2128-0535 ВК6 ОСТ 2410-8-84
|
|
|
020 |
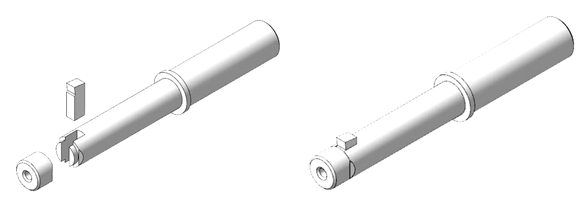
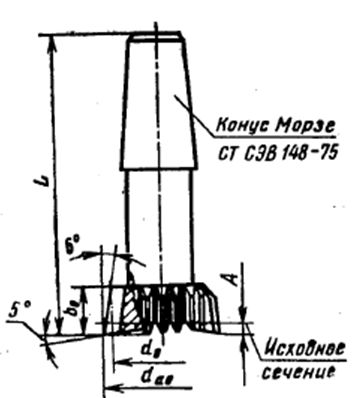
Долбяк 2540-0101-В ГОСТ 6762-79
Долбяк модифицирован: вместо конусного хвостовика (показанного на рисунке) - цилиндрический диаметром 32 мм |
6 Координаты опорных точек
Многошпиндельным станкам свойственна «зонная обработка». Как правило, траектория для каждого из шпинделей должна быть задана в собственной системе координат. Для используемого станка она выглядит так, как это показано на рисунке 4.
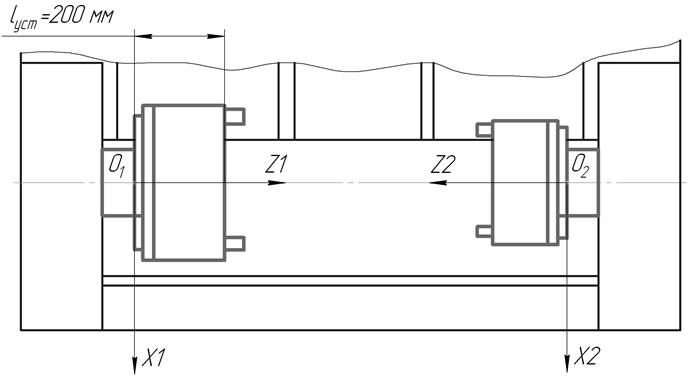
Рисунок 4 – Система координат станка HyperSpeed HS-550D
Для удобства составления управляющей программы и расчёта координат точек, характеризующих перемещение вершины резца при обработке, примем, что система координат главного шпинделя является основной. На её основе будем рассчитывать все координаты и перемещения, то есть системой координат псевдошпинделя будем в данной работе пренебрегать.
Так как программировать процесс обработки шлицев и шпоночного паза достаточно сложно, рассмотрим только процессы точения, растачивания и подрезки торцов. Следовательно, на них и будем впоследствии составлять управляющую программу.
Траектория движения вершины резца:
- заготовка в псевдошпинделе:
а) токарная наружная обработка и подрезка торца:
ИТ – 80 – 81 – 82 – 83 – 84 – 85 – 86 – 87 – 88 – 89 – 80 – ИТ;
б) растачивание отверстия:
ИТ – 90 – 91 – 92 – 82 – 93 – 94 – 95 – 90 – 96 – 97 – 98 – 93 – 99 – 100 – 101 – 91 – 90 – ИТ;
- заготовка в главном шпинделе:
а) токарная черновая наружная обработка и обработка торца:
ИТ – 1 – 74 – 75 – 6 – 7 – 8 – 9 – 10 – 11 – 12 – 6 – 13 – 14 – 11 – 10 – 15 – 16 – 14 – 13 – 17 – 18 – 19 – 15 – 20 – 21 – 22 – 17 – 23 – 24 – 16 – 15 – 25 – 26 – 27 – 23 – 28 – 29 – 26 – 25 – 30 – 31 – 29 – 28 – 32 – 33 – 31 – 30 – 34 – 35 – 33 – 32 – ИТ;
б) токарная чистовая наружная обработка:
ИТ – 36 – 37 – 33 – 34 – 38 – 39 – 40 – 37 – 36 – ИТ;
в) растачивание внутренней поверхности и подрезка внутреннего торца:
ИТ – 5 – 4 – 3 – 2 – 41 – 42 – 43 – 44 – 45 – 41 – 46 – 47 – 48 – 49 – 50 – 51 – 79 – 52 – 53 – 54 – 55 – 56 – 50 – 57 – 58 – 55 – 54 – 59 – 60 – 58 – 57 – 61 – 62 – 63 – 59 – 64 – 65 – 62 – 61 – 66 – 67 – 65 – 64 – 68 – 69 – 70 – 66 – 71 – 72 – 73 – 67 – 66 – ИТ;
г) прорезка канавки:
ИТ – 76 – 77 – 78 – 77 – 76 – ИТ.
Координаты точек траектории движения инструмента, переходы, характер хода (холостой, рабочий) на операцию 015 Токарная с ЧПУ (заготовка в главном шпинделе) представлены в расчетно-технологической карте на данную операцию.
Координаты точек и характер хода для операции 005 Токарная с ЧПУ (заготовка в псевдошпинделе) представлены в таблице 4.
Ниже приведен рисунок с изображением траекторий движения вершины резца через данные точки для двух соответствующих переходов со сменой инструмента в точке ИТ (см. рисунок 5).
Координаты в таблице заданы в мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.