





Технология конструкционных материалов
1989 год
Вариант 03
СОДЕРЖАНИЕ
ЗАДАНИЕ 3. 3
ЗАДАНИЕ 23. 8
ЛИТЕРАТУРА.. 13
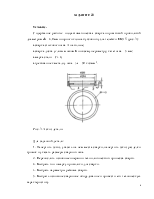
Условие.
Привести основные характеристики источника энергии для дуговой сварки и объяснить принцип его саморегулирования при сварке с постоянной скоростью подачи электродной проволоки.
Решение.
1. Для дуговой сварки применяют как постоянный, так и переменный ток. Источниками постоянного тока являются сварочные генераторы постоянного тока и сварочные выпрямители - селеновые, германиевые и кремниевые. Генераторы постоянного тока изготовляют стационарными и передвижными с приводом от электродвигателя и от двигателя внутреннего сгорания.
При сварке переменным током используют преимущественно сварочные трансформаторы, которые применяются значительно чаще, чем источники постоянного тока. Сварочные трансформаторы более просты в изготовлении и эксплуатации, имеют небольшую массу и меньшую стоимость, а также обладают более высоким КПД и более долговечны.
Источники постоянного тока для дуговой сварки изготовляют однопостовыми и многопостовыми, а источники переменного тока - только однопостовыми.
2. Источники сварочного тока должны обеспечить легкое зажигание и устойчивое горение дуги, ограничивать ток короткого замыкания и быть безопасными в работе. В связи с тем, что в момент зажигания дуги, когда электрод, свариваемое изделие и воздушный промежуток между ними еще недостаточно нагреты, для ионизации воздушного промежутка требуется большая кинетическая энергия электронов, а следовательно, и более высокое напряжение, чем при горении дуги. Величина напряжения, необходимого для зажигания дуги, называемого напряжением холостого хода источника сварочного тока, должна быть не ниже 30...35 В для источников постоянного тока и не менее 50...55 В для источников переменного тока. Из соображений безопасности оно не должно превышать 80 В. Наиболее часто напряжение источников постоянного и переменного тока находится в пределах 60...80 В. Для устойчивого горения открытой дуги в большинстве случаев достаточно напряжения 18...30 В.
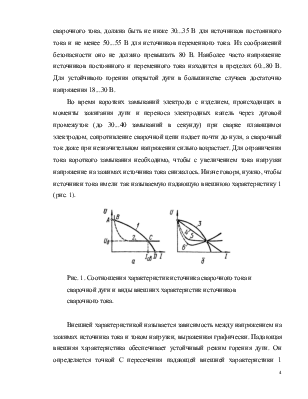
Во время коротких замыканий электрода с изделием, происходящих в моменты зажигания дуги и переноса электродных капель через дуговой промежуток (до 30...40 замыканий в секунду) при сварке плавящимся электродом, сопротивление сварочной цепи падает почти до нуля, а сварочный ток даже при незначительном напряжении сильно возрастает. Для ограничения тока короткого замыкания необходимо, чтобы с увеличением тока нагрузки напряжение на зажимах источника тока снижалось. Иначе говоря, нужно, чтобы источники тока имели так называемую падающую внешнюю характеристику 1 (рис. 1).
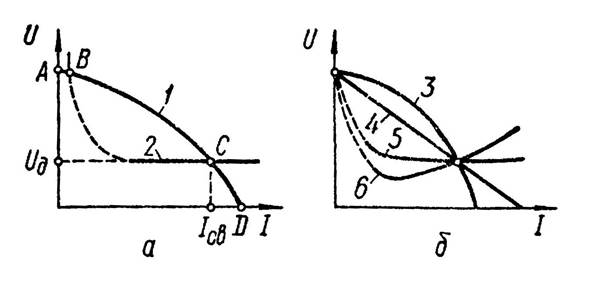
Рис. 1. Соотношения характеристик источника сварочного тока и
сварочной дуги и виды внешних характеристик источников
сварочного тока.
Внешней характеристикой называется зависимость между напряжением на зажимах источника тока и током нагрузки, выраженная графически. Падающая внешняя характеристика обеспечивает устойчивый режим горения дуги. Он определяется точкой С пересечения падающей внешней характеристики 1 источника сварочного тока и жесткой статической характеристики 2 дуги. При случайном увеличении тока против значения Iсв напряжение источника тока уменьшится (кривая 1), а это приведет к уменьшению тока до первоначального значения Iсв. С уменьшением тока против значения Iсв параметры тока и напряжения изменяются в противоположном направлении. Следовательно, для питания дуги с жесткой характеристикой необходимо, чтобы источники тока имели падающую (крутую 3 или пологую 4) внешнюю характеристику. Для питания дуги с возрастающей статической характеристикой более пригодны источники тока с жесткой 5 или возрастающей 6 внешней характеристикой.
Важное значение для источников тока имеет время восстановления напряжения от момента короткого замыкания, когда оно почти равно нулю, до значения 18...20 В, когда происходит зажигание дуги. Это время не должно превышать 0,05 с.
3. Основным видом источника энергии для дуговой сварки является сварочный трансформатор, который снижает высокое напряжение сети (220 или 380 В) до напряжения холостого хода трансформатора (60...80 В). Кроме этого, трансформатор создает на дуге падающую внешнюю характеристику. Для этого последовательно с дугой и вторичной обмоткой трансформатора включают так называемую дроссельную (реактивную) обмотку или используют трансформаторы с увеличением магнитных потоков рассеяния. Во время прохождения сварочного тока в витках дроссельной обмотки индуктируется ЭДС (электродвижущая сила) самоиндукции, имеющая направление, противоположное направлению основной ЭДС трансформатора. Поэтому напряжение, подведенное к дуге, снижается от значения холостого хода до 18...30 В во время горения дуги и почти до нуля при коротком замыкании.
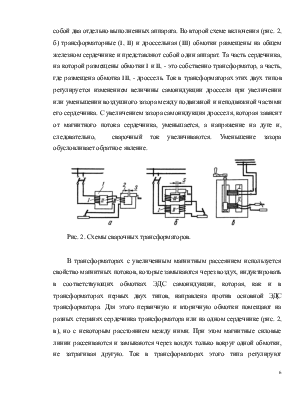
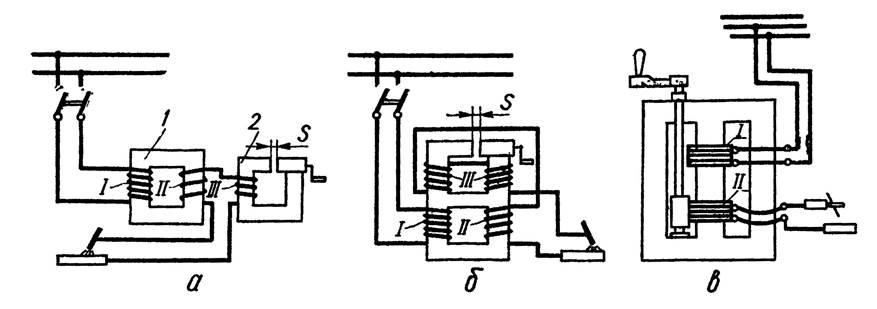
Применяют две схемы включения дроссельной обмотки с трансформаторными. В первой схеме (рис. 2, a) первичная I и вторичная II обмотки понижающего однофазного трансформатора размещены на железном сердечнике 1, а дроссельная обмотка III - на сердечнике 2, и представляют собой два отдельно выполненных аппарата. Во второй схеме включения (рис. 2, б) трансформаторные (I, II) и дроссельная (III) обмотки размещены на общем железном сердечнике и представляют собой один аппарат. Та часть сердечника, на которой размещены обмотки I и II, - это собственно трансформатор, а часть, где размещена обмотка III, - дроссель. Ток в трансформаторах этих двух типов регулируется изменением величины самоиндукции дросселя при увеличении или уменьшении воздушного зазора между подвижной и неподвижной частями его сердечника. С увеличением зазора самоиндукция дросселя, которая зависит от магнитного потока сердечника, уменьшается, а напряжение на дуге и, следовательно, сварочный ток увеличиваются. Уменьшение зазора обусловливает обратное явление.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.