При подрезании торцев и растачивание канавок движение резания сообщается планшайбе с радиальным суппортом (а его перемещение в радиальном направлении является подачей).
Схема обработки редуктора (корпуса)
Координатно-расточные станки.
Используются если
точности горизонтально-расточных недостаточно так например при обработке
деталей у тех, котрых имеются точные отверстия d (пазов) 6-го – 7-го квалитетов с точными координатами ![]() расположения
расположения ![]() .
.
На станках также, как и на сверлильных и горизонтально-расточных, можно сверлить, растачивать, зенкеровать и развертывать, зенкеровать и цековать отверстия, фрезеровать поверхности плоские, канавки, нарезать резьбы метчиком.
С помощью наклонного поворотного стола возможна обработка отверстий, расположенных под углом к базовым.
По компоновке станки похожи на вертикально-сверлильные типа «подвижный моноблок», но выполнены более точными.
Могут иметь также исполнение с ЧПУ. Также используются в качестве измерительных машин для контроля линейных размеров по трем осям, угловых размеров и межцентровых расстояний, могут осуществлять точную маркировку виде кернения, а также производить деления и разметку.
Отделочно-расточные станки (алмазно-расточные)
Принадлежат к группе 2 типу 7 отделочных станков т.е. чистовых. Предназначены для тонкого растачивания (тонкая стружка образуется из-за малых припусков) точных цилиндрических поверхностей. Реже – тонкое обтачивание, например, овально-бочкообразной формы поршня ДВС.
При наличии дополнительной оснастки могут обрабатывать торцы0 прорезать канавки, обтачивать и растачивать цилиндрические, конусные и фасонные поверхности (по капиру или по программе ЧПУ). Наиболее эффективны в массовом и серийном производстве.
Под тонким растачиванием понимают окончательную отделочную обработку алмазным или твердосплавным режущим инструментом.
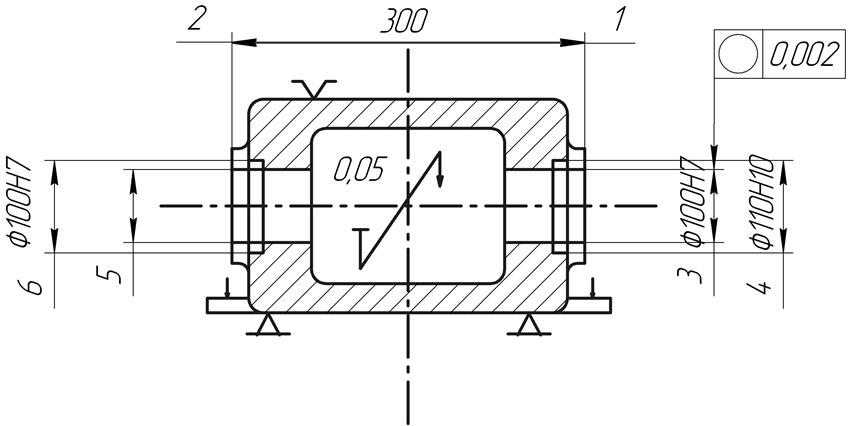
Могут обрабатываться соосные
отверстия с двух сторон или с одной на вылете оправки  .
Точность расположения осей соосных отверстий 0,005 мм. Процесс тонкого
растачивания выполняют на высоких скоростях: 1000 м/мин подача
.
Точность расположения осей соосных отверстий 0,005 мм. Процесс тонкого
растачивания выполняют на высоких скоростях: 1000 м/мин подача ![]() . Глубина резания 0,05-0,5 мм. Достигается
отклонение от круглости 3…5 мкм
. Глубина резания 0,05-0,5 мм. Достигается
отклонение от круглости 3…5 мкм ![]() =0,16…0,63 мкм.
=0,16…0,63 мкм.
Компоновки: горизонтальные и вертикальные, (для V-образных кортеров) – наклонные и комбинированные, двух и односторонние.
2А78 – для расточки отверстий под гильзы в блоках ДВС.
Среднее значение погрешностей на станках составляют:
- отклонение от круглости обрабатываемого отверстия 2…3 мкм;
- постоянство диаметра в продольном сечении (l = 50 мм, 2…5 мкм);
- погрешность межосевых расстояний отверстий 4…5 мкм;
- точность отсчета 1 мкм;
- угловая погрешность 1 с.
Специфика обработки – малые припуска, (десятки доли мм);
- точная выставка заготовки.
Оснащения станка в связи со спецификой:
Расточные головки обеспечивают точную подачу резца при повороте винта 1 и отсчета по лимбу 2 с ценой деления 0,01…0,02 мм.
Рискообразователи - для разметки детали.
Центроискатели рычажные (индикаторными головками) и т. д.
Компановка станков : двухстоечные и одностоечные с вертикальной осью шпинделя и горизонтальными – одностоечные (последние в отечественном станкостроении не используются).
Одностоечные – аналогично компоновки вертикально сверлильного станка типа «моноблок подвижный».
1 – верхняя перекладина
2 – траверса
3 – расточная головка
4 – стойка
5 – стол
6 – станина
7 – заготовка.
|
Параметр |
Горизонтально-расточные 2620 и др. мкм |
Алмазно-расточные 2715 и др. |
Координатно-расточные 2А78 и 2А45 |
|
Точность расточных отверстий dmin dmax |
2 15 |
1,0…0,6 мкм |
2…5 на 1000 мм |
|
Отклонение от круглости (ЧПУ) |
30 |
2…3 |
|
|
Точность линейного позиционирования |
15…30 мкм на 1000 мм |
32 10 |
2…3 32мкм |
|
Непараллельность осей |
5 мкм на длине 300мм |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.