Подача программируется под адресом F в мм/мин с дискретностью 1 мм/мин при задании функции G94 и в мм/об с дискретностью 0,001 мм/об с функцией G95.
Примеры:
N1 G94F1250...ПC (задана додача 1250 мм/мин); N5 G95F200...ПС (подача 0,2 мм/oб).
Скорость главного движения программируется под адресом S в сочетании с функцией G96 (скорость резания в м/мин) или G97 (частота вращений в об/мин).
Примеры:
N2 G96S120M3 ПС (скорость резания 120 м/мин); N6 G97S120 М3 ПС (частота вращения 120 об/мин).
II.6. Программирование перемещений Величина и направление перемещений программируется под адресами X, Z, Iи К с соответствующим знаком и подготовительными функциями (G90 -абсолютный размер; G91- размер в приращениях).
При работе в абсолютной системе координат под адресами X, Z, I и К задаются координаты конечной точки программируемого участка в кадре относительно введенной нулевой точки детали.
Дискретность величин перемещений равна 0,01 мм. Десятичная точка не программируется.
Например, N3 Z-7650...ПС - задано перемещение резца в точку с координатой Z = -76,5 мм.
Величины поперечных перемещений (X и Z) задаются в paзамерах диаметров, например, N7...X5620...ПС – задано перемещение вершины резца в точку с диаметром, равным 56,20 мм.
Траектория движения инструмента может включать участки линейной и круговой интерполяции.
11.6.1. Линейная интерполяция
Прямолинейный участок траектории задается в одном кадре, в котором должны содержаться функция G01, адрес (Х,Z) и координаты конечной точки участка.
Например:
N9 G01X2400...ПС – перемещение в направлений оси X до диаметра 24,0 мм; N10 Z – 3500...ПС – перемещение вдоль оси Z;
(при точении Ф 24 мм на длину 35 мм от нуля детали);
N11 ...Х3400 Z -4000...ПС – перемещение резца в точку с координатами X=34мм, Z =-40 мм из точки Х=24 мм, Z =-35мм, то есть точение конуса с ф 24 мм до Ф 35 мм на длине 5 мм.
11.6.2. Круговая интерполяция
Перемещение вершины резца по окружности программируется в одном или двух кадрах в зависимости от того в одном или двух квадрантах лежит дуга программируемого участка и при наличии функций:
G02 - движение по часовой стрелке;
G03 - движение против часовой стрелки.
В кадре программируется соответствующая функция G (G02 и G03), координаты конечной точки Т1(X,Z,) под адресами X и Z и координаты центра окружности программируемой дуги, точки С (Xc,Zc) под адресами I и К.
Примеры:
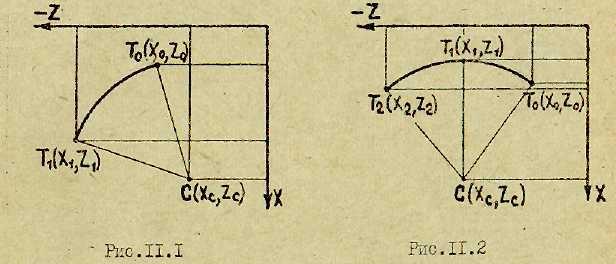
N6 G03X(X1) Z(Z1) I(XC) K(ZC)...ПС - к рис. II.I
N 8G03X(X1) Z(Z1) I(XC) K(ZC)...ПС
N9 X(X2) Z(Z2) I(Xc)K(ZC)...ПС - к рис.II.2
II.7. Программирование номера инструмента
Поворот револьверной головки задается адресом Т с номером инструмента, выводимого в рабочую позицию.
Например, N12 T3 ПС
Чтобы деталь не помешала повороту револьверной головки, в предыдущем кадре, необходимо задать отвод суппорта от детали по оси Z на 30-100 мм.
II.8. Программирование подпрограмм
Подпрограмма – это совокупность кадров, управляющих законченной последовательностью часто повторяющихся перемещений.
Подпрограмма начинается символом L ПС и заканчивается функцией MI7, после считывания которой управление передается основной УП.
Номера кадров подпрограмм задаются адресом N с трех-пятизначным числом. Первые две цифры обозначают номер подпрограммы, а остальное - номер кадра.
Вызов подпрограммы задается в кадре основной УП под адресом Lс четырехзначным числом. Первые две цифры указывают номер подпрограммы, а последующие – число её повторений.
В подпрограммах вместо конкретной числовой информации следующей за адресами размерных (Х, Z, I, K) и технологических (F, S) слов, могут быть записаны формальные параметры под адресами R0;R1-R9.
Значения формальных параметров задается в кадре основной УП, в котором вызывается подпрограмма. Вместе с формальным параметром под определенным адресом может быть задан и фактический параметр, что принимается как их алгебраическая сумма.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.