Рекомендации по выбору режущего инструмента.
В курсовой работе для разрабатываемой технологической операции по заданному варианту необходимо выбрать режущий инструмент.
При выборе режущих инструментов необходимо использовать стандартные и нормализованные инструменты.
Выбор материала режущего инструмента зависит от его назначения.
При этом целесообразно использовать возможность полного использования свойств режущих инструментов (назначения, надежности и технологичности.)
Примеры технических требований
Технические требования указываются над штампом на сборочном чертеже режущего инструмента:
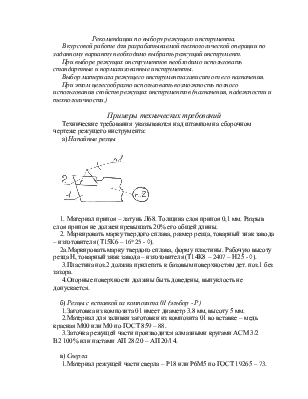
а) Напайные резцы
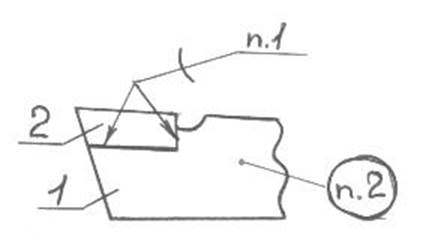
1. Материал припоя – латунь Л68. Толщина слоя припоя 0,1 мм. Разрыв слоя припоя не должен превышать 20% его общей длины.
2. Маркировать марку твердого сплава, размер резца, товарный знак завода – изготовителя (Т15К6 – 16*25 - ◊).
2а.Маркировать марку твердого сплава, форму пластины. Рабочую высоту резца Н, товарный знак завода – изготовителя (Т14К8 – 2407 – Н25 - ◊).
3.Пластина поз.2 должна прилегать к базовым поверхностям дет. поз.1 без зазора.
4.Опорные поверхности должны быть доведены, выпуклость не допускается.
б) Резцы с вставкой из композита 01 (эльбор - Р)
1.Заготовка из композита 01 имеет диаметр 3.8 мм, высоту 5 мм.
2.Материал для заливки заготовки из композита 01 во вставке – медь красная М00 или М0 по ГОСТ 859 – 88.
3.Заточка режущей части производится алмазными кругами АСМ 3/2 В2 100% или пастами АП 28/20 – АП 20/14.
в) Сверла
1.Материал режущей части сверла – Р18 или Р6М5 по ГОСТ 19265 – 73.
2.Сверла могут быть изготовлены сварными. В месте сварки не провар, поджог металла, кольцевые трещины и свищи не допускаются. Сварной шов должен быть расположен на участке за винтовой канавкой.
3.Материал хвостовой части – сталь 40Ч ГОСТ – 4543 – 81.
4.Рабочая часть сверл должна быть закалена на длине винтовой канавки (HRCэ 62..65). Твердость хвостовика HRCэ 22..30.
5.Сверла Ø до 12 мм должны иметь шлифованные, а сверла Ø свыше 12 мм полированные канавки.
6.Сверла должны быть острозаточенными. Завалы, выкрашивания, прижоги на режущих кромках не допускаются.
7.Сверла должны иметь на рабочей части равномерную обратную конусность (уменьшение диаметра по направлению к хвостовику). Обратная конусность сверл: на 100 мм длины должна находиться в пределах, указанных в таблице:
|
Ø сверла, мм |
Обратная конусность на 100 мм длины, мм |
|
От 3 до 10 |
0,04…0,07 |
|
Св 10 до 18 |
0,05…0,08 |
|
Св 18 до 20 |
0,07…0,10 |
8.Радиальное биение по ленточкам на всей длине рабочей части относительно хвостовика не должно превышать:
для сверл Ø от 3 до 12 => 0,04 мм
для сверл Ø св. 12 до 20 => 0,05 мм
9.Нессиметричность углов при вершине не должна превышать ± 1º (для Ø до 5), ± 2º - остальных.
10.Режущие кромки должны быть симметрично расположены относительно оси сверла. Осевое биение, проверяемое у ленточек, не должно превышать:
для сверл Ø от 3 до 10 => 0,05
для сверл Ø св. 10 до 12 => 0,06
для сверл Ø св. 12 до 20 => 0,10
11.Величина нецентричности сердцевины не должна превышать:
для сверл Ø до 12 => 0,12
для сверл Ø св.12 => 0,20
12.Маркировать диаметр сверла, марку стали режущей части, товарный знак завода – изготовителя:
г) Фрезы
1.Радиальное биение режущих кромок фрез, измеренное перпендикулярно к ним, относительно оси посадочного отверстия не должно превышать 0,12 мм.
2.Торцевое биение верхних режущих кромок не должно превышать 0,12мм.
3.Замена пластин поз.2 может производиться непосредственно на станке.
4.Точность фрез обеспечивается предварительным шлифованием пластин поз.2 или их сортировкой.
5.Заточка фрезы не производится.
6.Н14, h14, ± t2/2.
7.Маркировать: Ø 200 - ◊ (диаметр фрезы, товарный знак завода изготовителя).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.