|
Наименование |
Диаметр, мм |
Пример условного обозначения скобы |
|
Калибры – скобы нерегулируемые |
||
|
Односторонние двухнедельные |
3-10 |
Скоба 8113-0005 h9 ГОСт 18361 – 73 |
|
10-100 |
Скоба 8113-0140 h9 ГОСТ 18362 – 73 |
|
|
100-180 |
Скоба 8113-0213 h9 ГОСТ 18363 - 73 |
|
|
Односторонние двухнедельные с пластинками из твердого сплава |
3-10 |
Калибр – скоба 8113-0061 h9 ГОСТ 16775 0 71 |
|
10,5-100 |
Калибр - скоба 8113-0270 h9 ГОСТ 16776 0 71 |
|
|
102-180 |
Калибр – скоба 8113-0365 h9 ГОСТ 16777-71 |
|
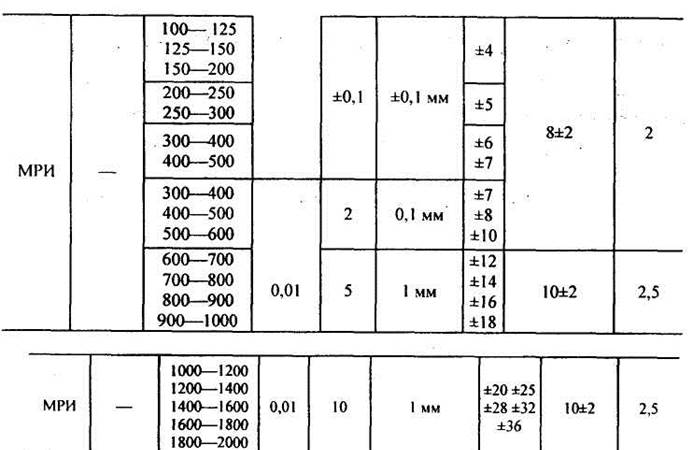
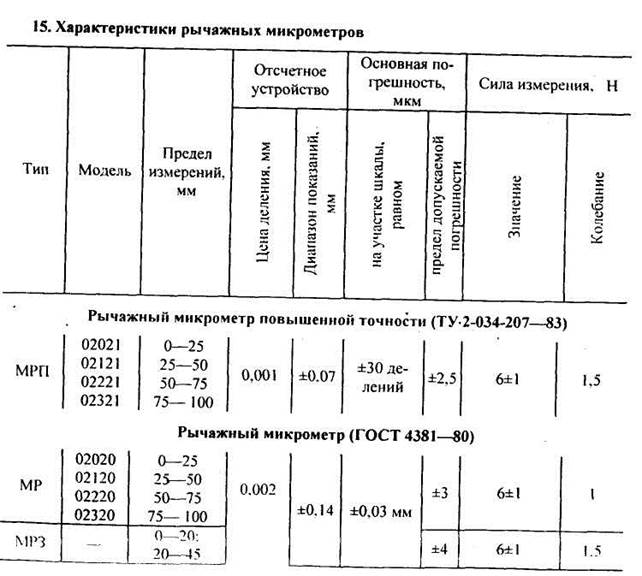
Примечание: Пример условного обозначения рычажного микрометра с отсчетным устройством, встроенным в корпус, и пределами измерений 25 – 50 мм: Микрометр МР 50 ГОСТ 4381 – 80; то же, оснащенного отсчетным устройством с ценой деления 0,01 мм и пределом измерений 300 – 400 мм: Микрометр МРИ 400-0,01 ГОСТ 4381 – 80.
Примечание: Пример обозначения скобы с диапазоном измерения 25—50 мм: Скоба СР 50 ГОСТ 11098—75; то же, с ценой деления 0,01 мм: Скоба СРП25, ТУ 2-034-366—82; то же, с ценой деления 0,01 мм: Скоба СР П25, ТУ 2-034-366-82; то же, индикаторной скобы с диапазоном измерения от 0-50 мм: Скоба СИ 50 ГОСТ 11098-75
|
Калибры – скобы регулируемые |
||
|
Двухнедельные видов 1 и 2 |
До 100 |
Калибр – скоба 8118-0005-1 ГОСТ 2216 – 84 |
|
100-180 |
Калибр - скоба 8118-0020-2 ГОСТ 2216 0 84 |
|
|
180-220 |
Калибр – скоба 8118-0024-1 ГОСТ 2216 – 84 |
|
|
220-340 |
Калибр – скоба 8118-0033-2 ГОСТ 2216 - 84 |
|
Примечание. ГОСТ 18355 – 73, ГОСТ 18356 – 73, ГОСТ 18357 – 78 предусмотрены листовые одно – и двусторонние скобы, а так же трубчатые скобы для измерения длин 10 – 500 мм.
Правила пользования и маркирование калибров.
При контроле отверстий и валов калибрами ПР рабочему следует пользоваться новыми калибрами, а контролеру и представителю заказчика — частично изношенными калибрами. При контроле размера отверстия или вала калибром НЕ рабочему следует пользоваться калибром-пробкой с размером, близким к наименьшему предельному размеру калибра, или калибром-скобой с размером, близким к его наибольшему предельному размеру. Контролеру и представителю заказчика следует пользоваться калибром-пробкой НЕ с размером, близким к его наибольшему предельному размеру, и калибром-скобой НЕ с размером, близким к наименьшему предельному размеру калибра-скобы.
В соответствии с требованиями ГОСТ 2015—84 ТСЭВ4135—83) на каждом калибре нанесены контролируемый номинальный размер, поле допуска, числовые значения и знаки верхнего и нижнего отклонений, назначение калибра (ПР, НЕ, К-НЕ, К-ПР и К-И) и товарный знак предприятия-изготовителя. Вставки с номинальным размером до 14 мм промаркированы на конусной поверхности хвостовика, а размером св. 14 мм — на передней торцовой поверхности. На рис. 3, а указана маркировка калибра-пробки 25Н7, а на рис. 3,6 — калибра-скобы 25кб.
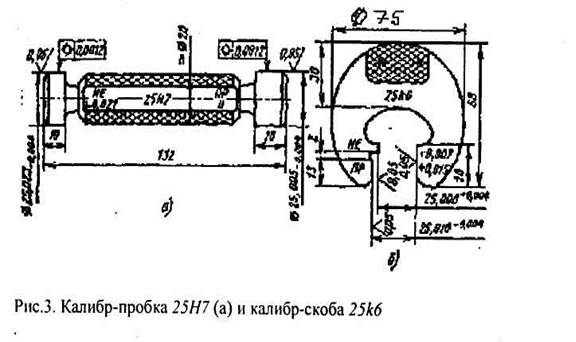
Допуски калибров.
На калибры установлены допуски по ГОСТ 24853—81 (СТ СЭВ 157-75) и ГОСТ 24852-81 (СТ СЭВ 1920—79). Схемы расположения полей допусков калибров приведены на рис. 3, а значения допусков в табл. 6. Допуск калибров для контроля отверстий обозначен буквой Н, а для контроля валов — Н1. Поля допусков калибров НЕ расположены симметрично относительно их номинального размера. Поля допусков калибров ПР расположены - внутри поля допуска контролируемого изделия; их положение определяют координаты Z (калибры ПР для контроля отверстий) и Z1 калибры ПР для контроля валов). Калибры ПР в процессе эксплуатации изнашиваются, а поэтому для них предусмотрена граница износа, по достижении которой калибр должен изыматься из применения. Граница износа располагается от проходного предела отверстия на расстоянии Y, а от проходного предела вала — на расстоянии Y1. Для калибров 9— 17-го квалитетов номинальных размеров до 180 мм предел износа совпадает с проходными пределами отверстия и вала,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.