Настройка нутромера осуществляется по установочной
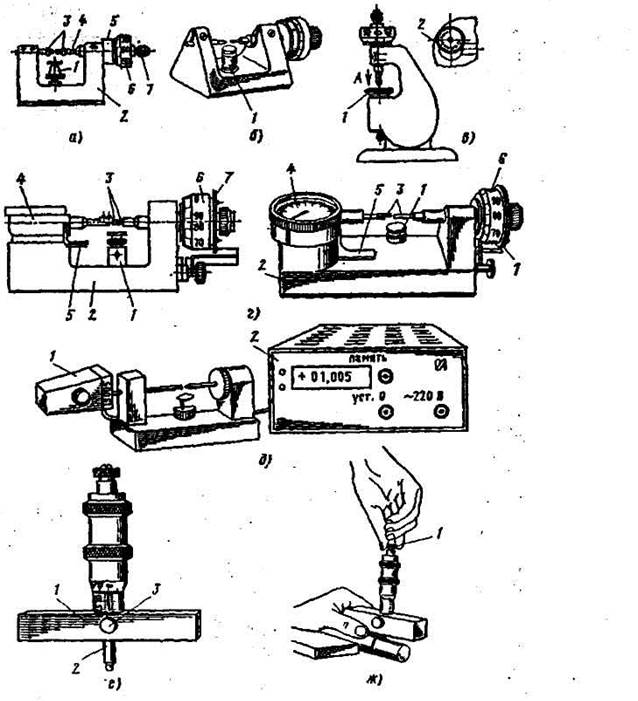
Рис. 11 Типы настольных микрометров: МГ (а и б); МВ (в); МН-1 и МН-2 (г); мод. 19005 (д); микрометрический глубиномер (е и ж).
Микрометрический глубиномер предназначен для измерения глубины пазов, глухих отверстий и высоты уступов. Он представляет собой микрометрическую головку (рис.11, е), запрессованную в основание 1 перпендикулярно измерительной поверхности основания. В глухое отверстие, выполненное в торце
Вращение микровинта за барабан не допускается, так как при этом возникают недопустимо большие силы и портится резьба винта. Размеры измеряют при выключенном станке так, чтобы руки с микрометром не находились в плоскости вращения, например, кулачков токарного станка (рис. 10, ж).
Листовой микрометр предназначен для измерения толщины листов и лент. В отличие от гладкого микрометра он снабжен неподвижным круглым циферблатом 5 (рис. 10. з) и указателем-стрелкой 6, соединенной с барабаном 4. Измерительная поверхность пятки 2 выполнена сферической формы. Микровинт имеет шаг, равный 1 мм; поэтому при повороте на полный оборот он переместится в осевом направлении на 1 мм. На циферблате
нанесено 100 делений с ценой деления 0,0Т мм. На стебле 3 имеется миллиметровая шкала. Вылет скобы / составляет 20, 40 и 80 мм при диапазонах измерений соответственно 0—5; 0—10 и 0—25 мм.
Трубный микрометр предназначен для измерения толщины стенок труб. От гладкого микрометра он отличается сферической пяткой и формой скобы (рис. 10, и), имеющей выемку.
Зубомерный микрометр предназначен для измерения длины общей нормали зубчатых колес с модулем св. 1 мм. От гладкого микрометра он отличается дисковыми насадками / (рис. 10, к).
Микрометр типа МП служит для измерения диаметра проволоки, поэтому его скоба (рис. 10, л) имеет соответствующую форму.
Настольные микрометры снабжены микрометрической головкой с ценой деления 0,01 мм, имеющей на барабане сто делений (шаг микровинта равен 1 мм). Они предназначены для измерения размеров малогабаритных деталей небольшой жесткости, применяемых в часовой и приборостроительной промышленности. Известны следующие типы настольных широко распространенных микрометров: МГ с горизонтально расположенной микрометрической головкой; MB с вертикальной микроголовкой; МН-1 (ГОСТ 10388—81) — со стрелочным отсчетным устройством и силой измерения не более 50 ± 20 сН и МН-2 (ГОСТ 10388—81) — со стрелочным отсчетным устройством и силой измерения не более 200 ±50 сН.
Настольные микрометры МГ (рис. 11, а и б); MB (рис. 11, в); МН-1 и МН-2 (рис. 11, г) имеют регулируемые по высоте столики 1 для установки на них измеряемых изделий.
Конструкция микрометрической головки (рис. 11, а), закрепленной в корпусе 2 всех микрометров, унифицирована. На стебле 5 микрометрической головки нанесены миллиметровые деления с продольной линией, а на барабане 6 — деления с ценой 0,01 мм. Начальные штрихи на шкалах и штрихи, соответствующие каждому пятому миллиметру на шкале стебля и каждому десятому делению на шкале барабана, удлинены и у них нанесены цифры. Кроме того, каждый пятый штрих барабана удлинен.
Осевое перемещение микрометрического винта при его вращении через фрикционное устройство 7 передается на измерительный стержень 4, который благодаря шпонке перемещается без вращения в осевом направлении. Описанное устройство предохраняет измеряемую деталь, расположенную на измерительном столике /, от поворота и изменения заданного первоначального положения.
На конце измерительного стержня закреплен измерительный наконечник 3 с измерительной поверхностью различной формы, позволяющий измерять пазы, элементы зубчатых мелкомодульных колес и фрез и т. д.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.