Калибры для контроля гладких валов и отверстий подразделяют на проходные (обозначают ПР) и непроходные (обозначают НЕ).
Гладкие калибры для контроля отверстий выполняют в форме цилиндров (прототип контролируемого отверстия), поэтому их называют пробками. Калибр-пробка ПР отличается от калибра-пробки НЕ значительно большей высотой цилиндра.
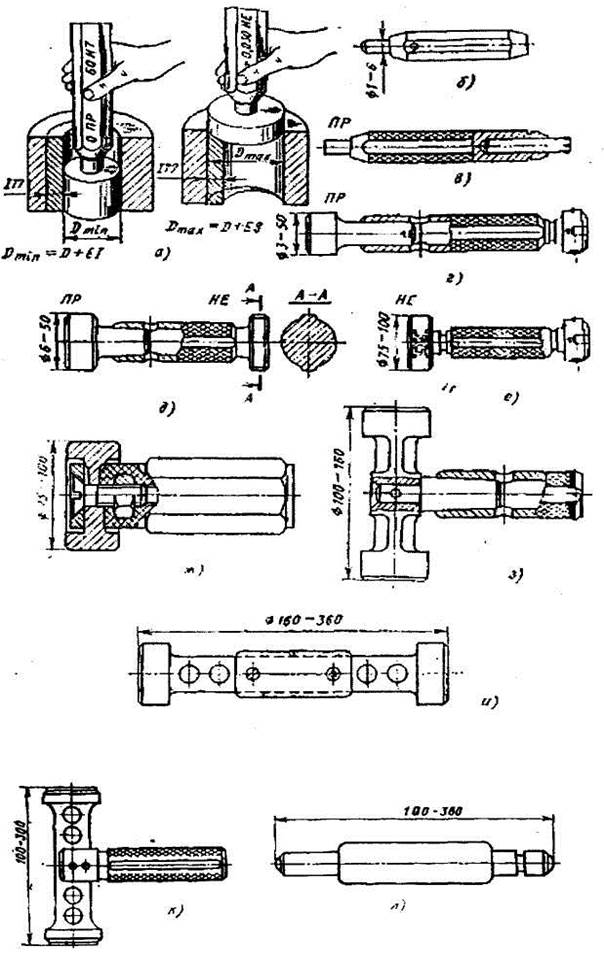
Гладкие калибры для контроля валов выполняют по форме кольца с внутренней цилиндрической измерительной поверхностью и в виде скобы. Преимущественное распространение получили не калибры-кольца, а калибры-скобы, позволяющие контролировать размеры валов без снятия их со станка. Калибрами-скобами контролируют коленчатые валы и другие детали сложной формы.
Виды гладких калибров, условия их применения и формулы для расчета исполнительных размеров калибров приведены в табл. 3.
Кроме перечисленных в табл. 3 рабочих калибров ПР и НЕ предусмотрены контркалибр-шайба К-НЕ для контроля изготовления рабочих калибров-скоб НЕ: контркалибр-шайба К-ПР для контроля изготовления рабочих калибров-скоб ПР и контркалибр-шайба К-И для контроля предельного износа рабочего проходного калибра-скобы ПР. В процессе контроля контркалибром К-И он не должен проходить или входить в рабочий калибр-скобу ПР, если контркалибр проходит, то это означает, что калибр-скоба изношен и подлежит изъятию из применения. При контроле изготовления скоб контркалибрами К-НЕ и К-ПР наоборот они должны проходить в калибры-скобы НЕ и соответственно ПР.
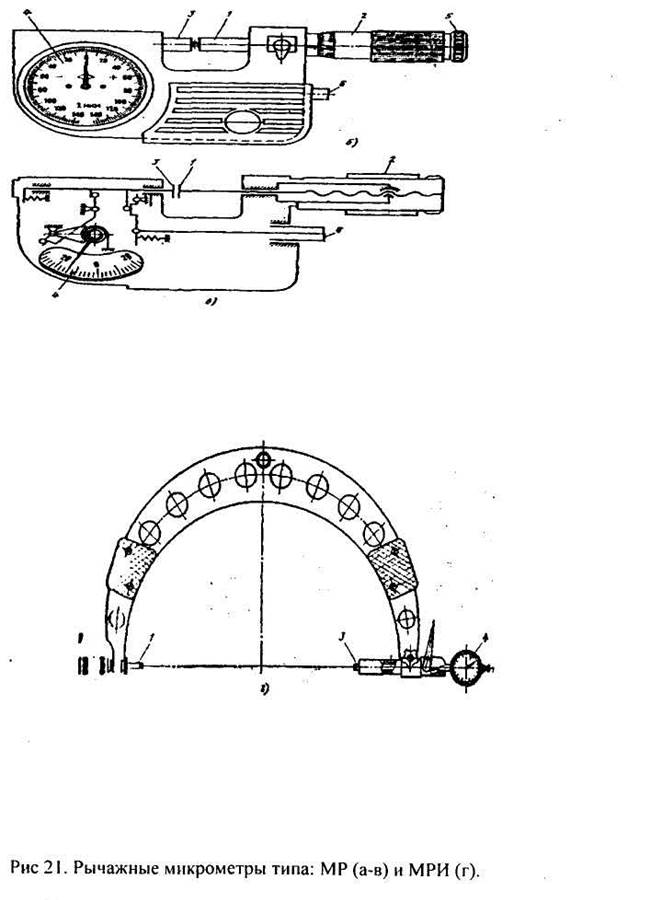
Рычажный микрометр в отличие от рычажной скобы вместо переставной пятки имеет микрометрическую головку без
В производственных условиях, когда важно знать не размер изделия, а его годность, устанавливают указатели границ поля допуска. Изделие считается годным, если стрелка отсчетного устройства не выходит за границы указателей пределов допуска. По окончании измерений вновь устанавливают блок ПКМД и проверяют, не сбилась ли нулевая установка.
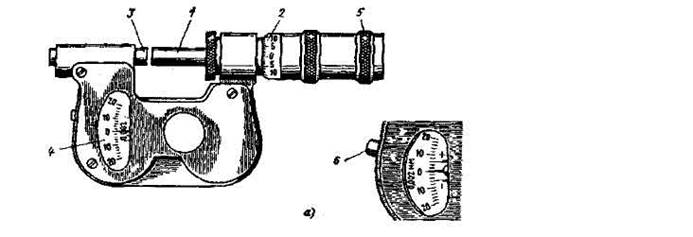
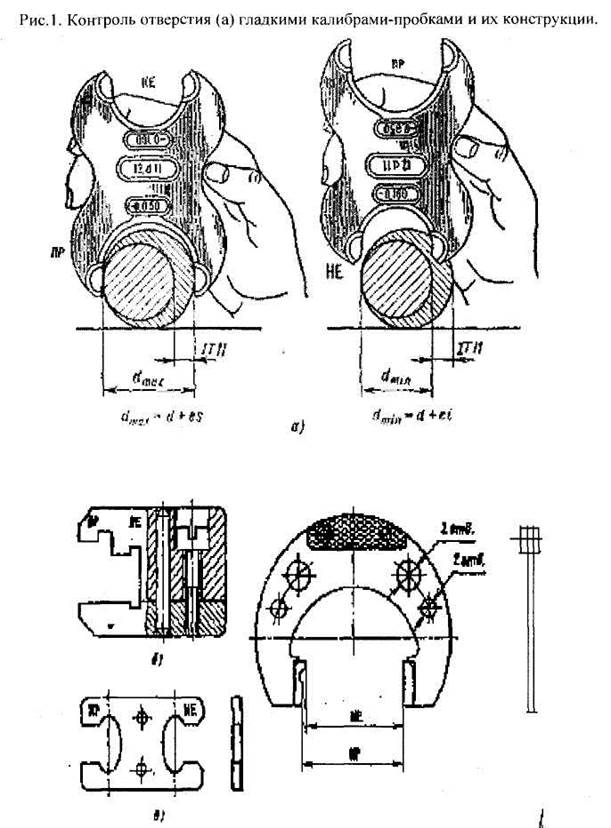
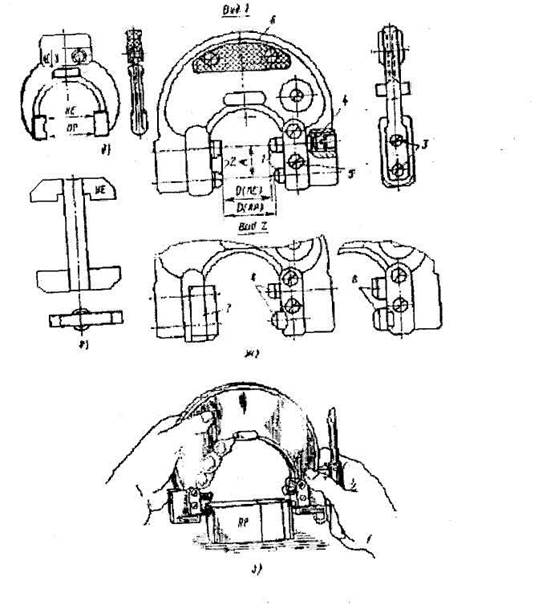
Рис. 2. Контроль вала (а) калибрами – скобами и их конструкции: б = составной; в – листово1; г – листовой односторонний; д – штампованный односторонний; е – трубчатый двухсторонний ПР НЕ; ж, з – регулируемый.
отжимается в сторону изделия измерительным наконечником индикатора и специальной пружиной. Переставная пятка 3 при освобожденном стопоре 2 снятом колпачке может перемещаться в пределах до 50 мм. Упор 7 при настройке скобы устанавливается так, чтобы линия измерения проходила через ось контролируемого изделия. Индикаторные скобы снабжены вкладками 8 из теплоизоляционного материала.
Перед измерением наружных размеров скобой необходимо протереть измерительные поверхности. Предварительная протирка проводится тканью, смоченной бензином, а окончательная — сухой тканью или папиросной бумагой. Контролируемые изделия должны быть сухими и чистыми. При нажатии на кнопку или рычаг арретира 6 подвижная пятка 4 скобы должна перемещаться плавно, без задержки.
Для настройки скобы на нулевое деление предварительно составляют блок ПКМД по номинальному размеру контролируемого изделия. Освобождают стопор переставной пятки и снимают предохранительный колпачок. Установив блок ПКМД между измерительными поверхностями и перемещая одновременно переставную пятку 3, устанавливают стрелку 9 на нулевое деление, после чего осторожно, чтобы не сбить нулевую отметку, переставная пятка стопорится и закрывается защитным колпачком. Проверяют стабильность показаний отсчетного устройства. Для этого, нажимая на арретир 6 (его называют также отводкой), отводят подвижную пятку 4 три раза от блока ПКМД. При этом стрелка не должна смещаться с нулевой отметки более чем на половину деления. Снова нажав на арретир, вынимают блок ПКМД.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.