


Федеральное агентство образования Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
«Алтайский государственный технический университет
имени И.И. Ползунова»
Бийский технологический институт (филиал)
И.В. Боткин, А.М. Фирсов
ОПРЕДЕЛЕНИЕ РАЗМЕРНОГО ИЗНОСА РЕЗЦА ОТ ПУТИ РЕЗАНИЯ
Методические указания к лабораторной работе
Бийск 2006
УДК
ОПРЕДЕЛЕНИЕ РАЗМЕРНОГО ИЗНОСА РЕЗЦА ОТ ПУТИ РЕЗАНИЯ
Боткин И.В., ФИРСОВ А.М. Методические указания для выполнения лабораторной работы. Бийск, АлтГТУ. 2006
Алт. гос. тех. ун-т, БТИ, - Бийск
Из-во Алт. гос. техн. ун-та, 2006. – 8 с.
Методические указания предназначены для студентов, изучающих курс «Основы технологии машиностроения»
В указаниях изложены краткие сведения о размерном износе режущего инструмента, необходимые для уяснения материала при проведении лабораторной работы. Излагается методика проведения лабораторной работы, а также описываются необходимая аппаратура, приспособления и инструмент
Рассмотрены и одобрены на заседании кафедры металлорежущих станков и
инструмента
Протокол № от
Рецензент
© Боткин И.В., 2006
© Фирсов А.М., 2006
©БТИ Алт ГТУ, 2006
Цель работы Исследование размерного износа режущего инструмента, оснащенного пластинами твердого сплава при режимах резания чистовой обработки
РАЗМЕРНЫЙ ИЗНОС РЕЖУЩЕГО ИНСТРУМЕНТА
Размерный износ режущего инструмента является одной из причин, вызывающих погрешности механической обработки. В любых условиях при резании наблюдается износ инструмента, который всегда приводит к изменению размеров обрабатываемых деталей.
Предельный износ инструмента (полное затупление) приводит к необходимости его замены, что, как правило, связано с перерывами в технологическом процессе. Однако задолго до полного затупления инструмента, когда он является еще вполне работоспособным, приходится в ряде случаев учитывать постепенный размерный износ инструмента и принимать специальные меры для компенсации изменения размеров обрабатываемых деталей.
Периодические поднастройки станков при обработке партий деталей, как правило, вызываются размерным износом инструмента.
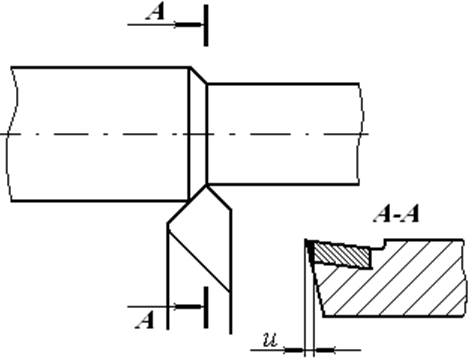
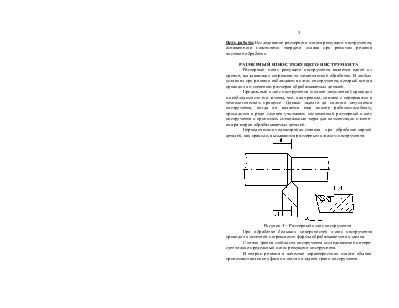
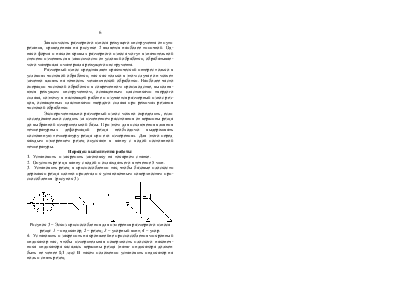
Рисунок 1 – Размерный износ инструмента
При обработке больших поверхностей износ инструмента приводит к заметной погрешности формы обрабатываемого изделия.
С точки зрения стойкости инструмента исследователей интересует только предельный износ режущего инструмента.
В теории резания в качестве характеристики износа обычно принимают величину фаски износа по задней грани инструмента.
С точки зрения точности механической обработки представляет интерес износ режущего инструмента, непосредственно влияющим на размеры обрабатываемой детали, т. е. размерный износ.
Размерным износом режущего инструмента, и называется износ режущей кромки инструмента, измеренный в направлении, нормаль ном к обрабатываемой поверхности (рисунок 1).
Для более правильной характеристики износа и для упрощения расчетов точности механической обработки в технологии машиностроения размерный износ изучается в зависимости от пути, пройденного лезвием инструмента в металле (пути резания L).
Путь резания при токарной обработке определяется по формуле:
![]() или
или 
где L – путь резания в м;
v – скорость резания в м/мин;
Т – время работы резца в мин.;
d – диаметр обрабатываемого изделия в мм;
l – длина обрабатываемого изделия в мм;
s- подача и мм/об.
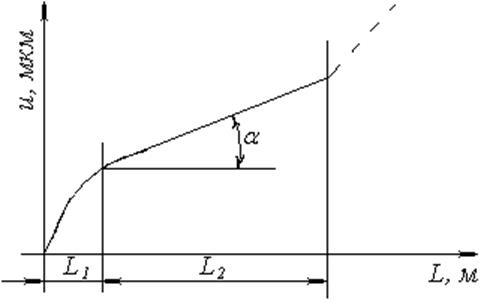
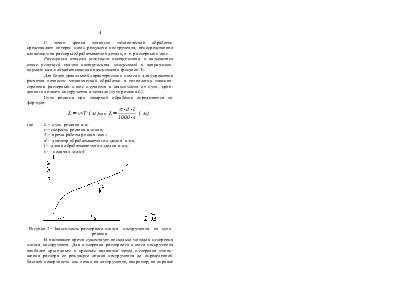
Рисунок 2 – Зависимость размерного износа инструмента от пути резания.
В настоящее время существует несколько методов измерения износа инструмента. Для измерения размерного износа инструмента наиболее пригодным и простым являются метод измерения уменьшения размера от режущего лезвия инструмента до определенной базовой поверхности или точки на инструменте, например, на оправке резца. Такое измерение можно проводить либо с помощью микроскопов, либо, используя точные контактные измерительные приборы.
Размерный износ инструмента в процессе резания протекает неравномерно (рисунок 2). В начальный момент резания происходит повышенный начальный износ: далее наступает наиболее продолжительный период нормального износа, характеризующийся линейной зависимостью размерного износа от пути резания и, наконец, период интенсивного (катастрофического) износа, приводящего к разрушению режущего лезвия инструмента.
Период начального износа и его величина зависят в основном от качества заточки и доводки инструмента.
В ряде случаев, при хорошей заточке и доводке период начального (повышенного) износа может совершенно отсутствовать и размерный износ на всем пути резания до периода катастрофического износа будет равномерным.
На участке нормального износа наблюдается прямолинейная зависимость размерного износа от пути резания и интенсивность износа характеризуется углом наклона линии износа к оси абсцисс α.
Линейная зависимость и = f (L) дает возможность характеризовать интенсивность износа определенным числом — величиной относительного износа:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.