Предельная погрешность, т. е. величина полного рассеивания размеров практически укладывается в пределах ±3s от центра группирования (Lср).
В вышеприведенной формуле (Li — Lср) отклонение отдельных наблюдений или размеров деталей от среднеарифметического. Практически при расчетах можно брать Li как средний размер в каждом интервале и умножать на частоту mi. Для упрощения вычислений можно вычитать из Li не само Lср (обычно получается число не круглое), а его округленное значение L*ср = Lср ± a (a — разность между действительным значением Lср и округленным значением) и возвышать его в квадрат (Li — L*ср). В этом случае в числитель надо ввести поправку, так как:

Кривые распределения, полученные на основании данных наблюдений, имеют вид ломаных линий (рисунок 1). Вывод каких-либо закономерностей, имеющих общее значение, на основании рассмотрения таких кривых представляется затруднительным.
Однако, как показали исследования случайных погрешностей при обработке деталей, опытные кривые в большинстве случаев приближаются к кривым нормального распределения.
Кривая нормального распределения (кривая Гаусса) — это плавная теоретическая кривая, которая получается при действии на процесс бесконечного числа независимых случайных факторов при бесконечном числе наблюдений.
Общее уравнение кривой нормального распределения:
При приведении к обозначениям, принятым при построении практической кривой распределения, общее уравнение кривой нормального распределения запишется так:
При построении необходимо учитывать принятые масштабы.
Значит, зная среднеарифметическое отклонение Li и среднее квадратическое отклонение s, можно построить кривую нормального распределения для полученных результатов.
Среднеарифметическое отклонение определит положение кривой нормального распределения (центр группирования), а среднее квадратическое — высоту и растянутость этой кривой.
Кривая симметрична относительно центра группирования. Графически построение кривой нормального распределения облегчается, если пользоваться таблицей ординат, вычисленных при s=1 1 (таблица 1), т. е. для уравнения:
![]()
где 
x=Li-Lср - абсцисса, отсчитываемая от центра группирования;
у — ордината кривой.
Таблица 1
|
± z |
0 |
0,5 |
1 |
1,5 |
2 |
2,5 |
3 |
|
±у |
3989 |
3521 |
2420 |
1295 |
540 |
175 |
44 |
Практически для построения ветви кривой нормального распределения 2 (рисунок 2) достаточно 5—7 точек, для чего необходимо принять соответствующее количество значений абсциссы (х).
Первое значение абсциссы, определяющее вершину кривой нормального распределения, необходимо принять равным, нулю (х=0).
Последнее значение абсциссы (х) не должно выходить за пределы х = 3s. (Можно принять, например, такие значения: х = 0; 0,5s; о; 2s и Зs).
На основании
принятых значений х определяют и в таблице 1 находят соответствующее значение у.
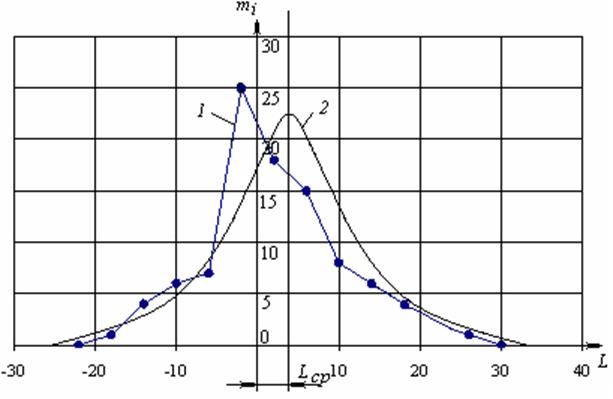
Рисунок 2 – Кривая распределения (/) и кривая нормального распределения (2).
Для приведения кривой нормального распределения к тому же масштабу (частоте), в котором вычерчена практическая кривая распределения, необходимо ординаты у, найденные по таблице 1 (при s = 1), умножить на масштабный коэффициент. Тогда:
![]()
где mi – ордината кривой нормального распределения (в том же
масштабе, что и у опытной кривой распределения);
у — табличное значение ординаты для s = 1;
Dx— величина интервала (по оси абсцисс), принятая при построении опытной кривой распределения (выраженная в тех же единицах, что и s).
Ординаты у при приведении к масштабу делятся на 10 000, так как в таблице 1 их значения умножены на 10 000.
Точки, полученные на графике при построении теоретической кривой нормального распределения, обводятся плавной линией (рисунок 2).
ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТИ УСТАНОВКИ РАЗМЕРА ПО ЛИМБУ СТАНКА
При изготовлении деталей на металлорежущих станках часто приходится пользоваться лимбами, дающими возможность отсчитывать необходимые перемещения узлов станка.
При пользовании лимбами (даже при перемещении на целое число делений лимба) не представляется возможным точно получить необходимое перемещение ввиду погрешности установки.
Погрешность установки размера по лимбу станка является случайной погрешностью и зависит от многих переменных факторов, как-то: величины силы трения в направляющих, жесткости цепи перемещения, износа винтовой пары, зрения рабочего, освещенности рабочего места, ширины штрихов на шкале лимба, неточности шага винта, неточности нанесения делений на лимбе и др.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.