Кроме стандартных термоэлектрических термометров находят применение в особых условиях нестандартные термоэлектрические термометры, которые не отвечают требованиям воспроизводимости или не имеют достаточно стабильную градуировочную характеристику.
Конструктивное выполнение одной из термопар приведено на рис.2.4.
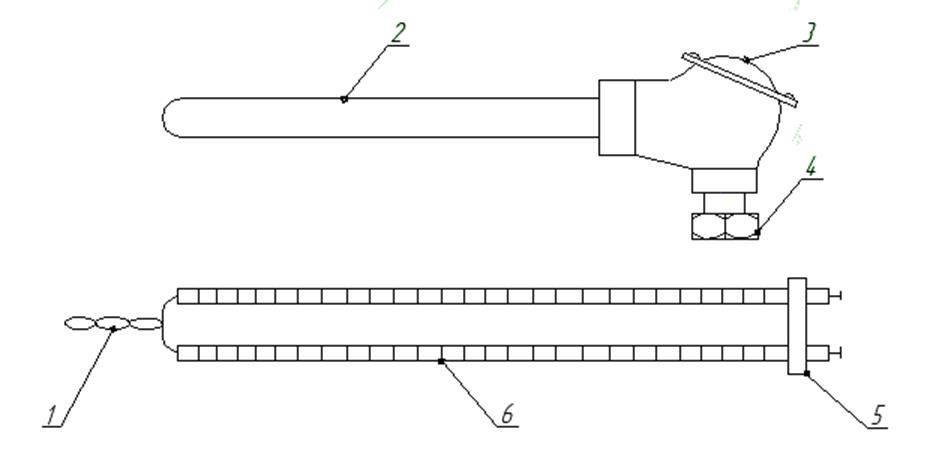 Рис.2.4
Рис.2.4
Диаметр проволоки для термоэлектродов выбирают исходя из их механической прочности, электропроводности, измеряемой температуры и стоимости. Стандартные термоэлектроды из благородных металлов имеют диаметр 0,5 мм, из неблагородных – 3,2мм. Рабочий конец термоэлектродов 1 чаще всего скручивают на длине около 15 мм и сворачивают. Термоэлектроды помещают в защитный чехол 2 из газонепроницаемых материалов для предохранения от химического воздействия среды и механических повреждений. Диаметр стандартной термопары 11 – 29 мм, длина 500 – 3000 мм. В верхней части находится головка 3. Защитный чехол крепится к головке на резьбе. Внутри головки на эбонитовой пластине 5 укреплены клеммы для подсоединения удлиняющих термоэлектродных проводов. Сбоку имеется штуцер 4 для вывода проводов. Для изоляции термоэлектродов друг от друга их помещают в короткие фарфоровые трубочки (бусы) 6.
2.4.Поправка на температуру свободных концов
При градуировке термоэлектрического термометра температура свободных концов поддерживается равной нулю. При этом условии составляются градуировочные характеристики (таблицы, графики) термоэлектрических термометров (табл.2.2). Поэтому, если температура свободных концов термометра при практических измерениях равна нулю, то действительная измеряемая температура определяется сразу из градуировочной характеристики, устанавливающей зависимость развиваемой термо – эдс от температуры рабочего спая (E = f(t)). Если же температура свободных концов отличается от
Таблица 2.2
Основные значения термо – эдс стандартных термопар при
t0= 0 ْС 
нуля, но остаётся постоянной, то для определения по градуировочной характеристике действительной измеряемой температуры необходимо ввести поправку на температуру свободных концов t0. Чтобы ввести поправку на температуру свободных концов (при t0≠ 0), необходимо к термо – эдс, развиваемой термоэлектрическим термометром E (t0), прибавить термо – эдс, возникающую за счёт отклонения температуры свободных концов термометра от нуля
EAB(t, 0)= EAB(t, t0) + EAB(t0, 0) (2.7).
В практических измерениях поправку определяют по – разному в зависимости от того, в каких единицах проградуирована шкала измерительного прибора (в милливольтах или градусах). Если прибор проградуирован в градусах, то поправка принимается равной температуре свободных концов и прибавляется к результату измерения. Если прибор проградуирован в милливольтах, то для определения поправки используются градуировочные характеристики. По температуре свободных концов, найденной другим прибором, находится поправка EAB(t0, 0) и прибавляется к измеренному значению EAB(t, t0). По суммарной термо – эдс EAB(t, 0) действительная измеряемая температура t.
2.5. Градуировка термопары
Градуировка выполняется при изготовлении новых термопар или периодической поверке существующих термопар. Градуировка имеет целью определить зависимость развиваемой термо – эдс термопары от температуры рабочего спая при температуре холодного спая, равной нулю. Для технических термопар градуировка производится путём сравнения с показателями образцовых термопар. В качестве образцовых термопар в интервале температур от 200 до 1600 ْС применяются платинородий – платиновые, при температурах ниже 200 ْС - образцовые ртутные термометры расширения 2–го разряда.
Для измерения температуры рабочих концов используемой и образцовой термопар используются специальные горизонтальные электрические печи, плотно закрытые с торцов асбестовыми пробками. Для обеспечения равенства температур рабочих концов термопар их помещают в керамический блок. При температурах ниже 200 ْС рабочие концы нагревают в водяном или масленом термостате. Во всех случаях холодные спаи должны иметь температуру, равную нулю. Для этого их помещают в ледяной термостат. Допускается градуировка термопар при температуре свободных концов, отличной от нуля. Температура холодных спаев должна быть строго постоянной и непрерывно контролироваться измерительным прибором с погрешностью не выше ± 0,1ْС.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.