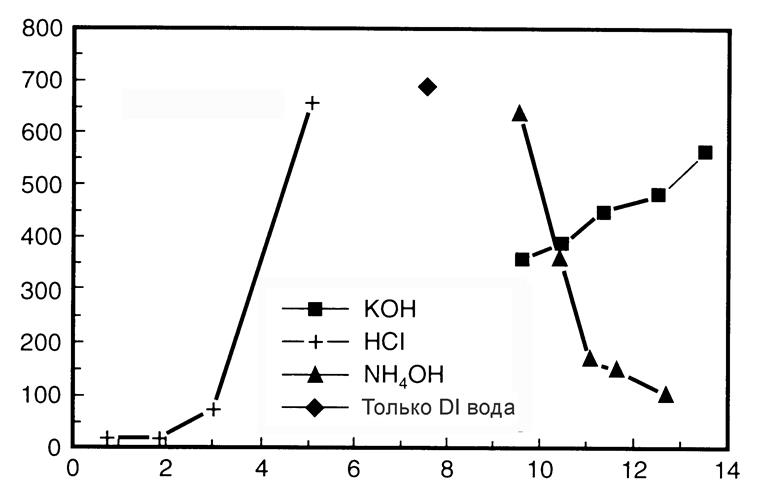
Однако с увеличением концентрации KOH скорость удаления окисла возрастает (см. рисунок 1.1.6.2). Точка кривой, соответствующая наивысшей скорости удаления, получена при 2%-ной концентрации KOH. По-видимому, KOH повышает скорость растворения окисла. Это объяснение подтверждается экспериментальным фактом удаления окисла растворением в 2%-ном растворе KOH без какого-либо абразива со скоростью 20 нм/мин, которая приблизительно в 2 раза меньше скорости ХМП с суспензией, содержащей 2% (весовых) абразивных частиц Al2O3.
Размер и концентрация абразивных частиц суспензии также влияют на скорость полирования. Однако влияние размера все еще достоверно не установлено. Данные рисунка 1.1.6.1 показывают, что скорость полирования возрастает с увеличением размеров и концентрации абразивных частиц. Результаты других работ свидетельствуют либо о том, что скорость полирования стекол не зависит от размера частиц суспензии [4], либо даже снижается с ростом размера абразива. Постоянство скорости полирования либо ее снижение можно объяснить снижением плотности частиц на поверхности пластины (уменьшается количество частиц, контактирующих с поверхностью). Плотная гексогональная упаковка частиц на поверхности соответствует фактору заполнения, равному единице. Таким образом, при высоких концентрациях частиц в суспензии, снижение размеров частиц приведет к увеличению числа «обрабатывающих инструментов» и, соответственно, увеличению скорости полирования. Однако, концентрация частиц может быть достаточно низкой, так что фактор заполнения существенно ниже единицы. При малой величине фактора заполнения, уменьшение размера частиц не приводит к существенному изменению фактора заполнения. В этом случае факт того, что каждый «обрабатывающий инструмент» имеет меньшие размеры, приводит к меньшему удалению материала каждой частицей и снижению скорости полирования. Эта гипотеза подтверждена фактом возрастания скорости полирования с увеличением концентрации абразивных частиц.
|
Скорость удаления, Å/мин |
|
|
pH |
Рисунок 1.1.6.2 - Зависимость скорости полирования от pH суспензии на основе Al2O3
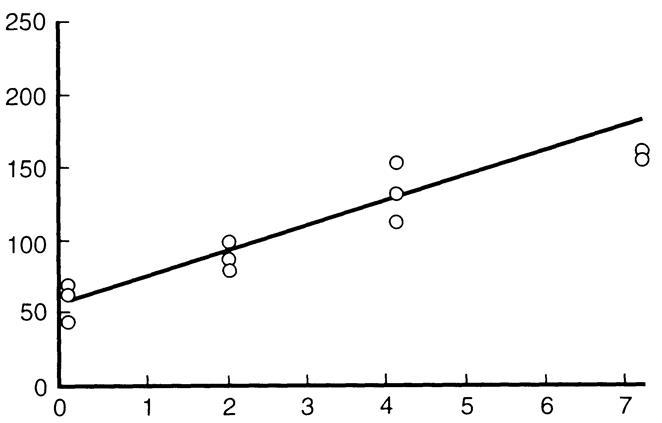
Тип пленки окисла также влияет на скорость полирования. Как видно из рисунка 1.1.6.3, BPSG полируется быстрее, чем PECVD или термический окисел или термический окисел. На рисунке 1.1.6.4 показано, что скорость полирования PSG (ФСС) возрастает линейно с увеличением концентрации фосфора.
|
Скорость удаления, Å/мин |
|
Скорость удаления, Å/мин |
|
|
Давление (psi) |
Скорость относительного движения (об/мин) |
||
|
а) |
б) |
Рисунок 1.1.6.3 - Зависимости скорости полирования от: а) давления для BPSG, термического окисла и PECVD окисла,
б) скорости относительного движения для BPSG, термического окисла и PECVD окисла
|
Скорость удаления, нм/мин |
|
|
Концентрация фосфора (весовые %) |
Рисунок 1.1.6.4 - Зависимость скорости полирования PSG от концентрации фосфора
Одной из основных проблем при полировании окисла является неравномерность скорости полирования на пластине. Неравномерность приводит к вариации толщины изолятора на различных участках поверхности пластины и, соответственно, разбросу электрических характеристик приборов. Причиной неравномерности являются, в основном, два фактора. Во-первых, неравномерный поток эмульсии может препятствовать эффективному полированию центральной части пластины. Во-вторых, в соответствие с законом Престона, неравномерность распределения давления приводит к неравномерности скорости полирования. Как отмечалось выше, транспорт эмульсии зависит, прежде всего, от свойств полирующей подушки и ее кондиционирования. Хороший транспорт эмульсии обеспечивается, когда структура поверхности подушки, размеры и плотность пор способствуют эффективному захвату суспензии и доставке ее во все точки поверхности пластины. Равномерность распределения давления определяется, в основном, конструкцией оборудования.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.