Газопрессовая сварка
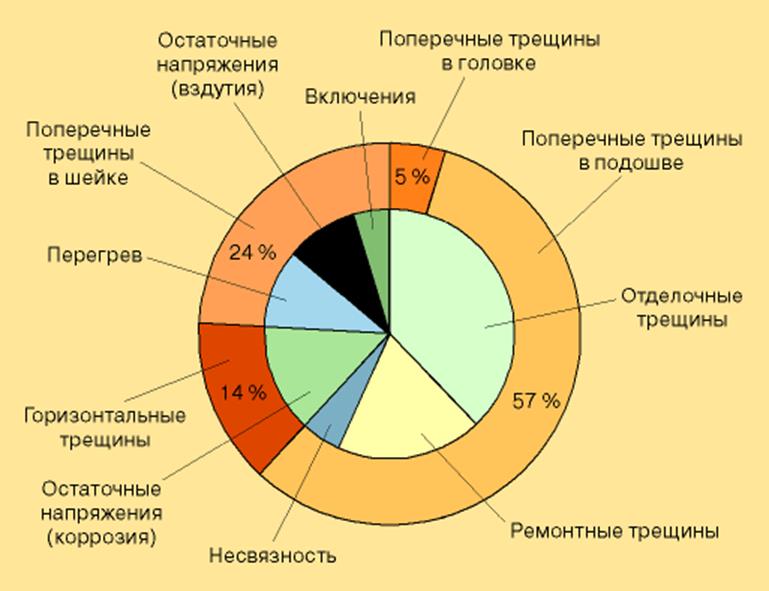
На рис. 13 дана классификация видов и причин повреждений швов, выполненных газопрессовой сваркой. При использовании этого метода на поперечные трещины в подошве рельса приходится 57 % повреждений, на трещины в шейке — 38 %; доля повреждений в головке рельса незначительна.
|
|
|
Рис. 13. Виды и причины дефектов в швах, выполненных газопрессовой сваркой |
Поперечные дефекты в подошве, вызванные так называемыми отделочными трещинами и трещинами, возникающими в процессе ремонтных работ, составляют более 90 % всех повреждений в этой зоне рельса. Отделочные трещины представляют собой особый вид термических трещин и встречаются на поверхности раздела сварного шва. Если прочность интерметаллической связи на поверхности раздела малая, эта связь не в состоянии противостоять силам, обусловленным пластическими деформациями в процессе отделки шва (снятия заусенцев непосредственно после сварки). Причинами ремонтных трещин обычно являются оставшиеся неоднородности металла, от которых не удается избавиться, даже несмотря на выполнение повторной сварки для исправления шва.
Риск появления горизонтальных дефектов в шейке рельса вызван множеством незначительных по величине трещин, зарождающихся вследствие перегрева, высоких остаточных растягивающих напряжений и дополнительных динамических напряжений от интенсивных ударных нагрузок. Относительно поперечных дефектов в шейке полагают, что трещины в этой зоне рельса обычно вызываются высокими остаточными растягивающими напряжениями и коррозией металла свариваемых компонентов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.