Лекция №4
«Ультразвуковая дефектоскопия»
Ультразвуковая дефектоскопия является одним из методов акустического неразрушающего контроля, использующим механические колебания упругой среды, частота которых лежит за порогом слышимости человеческого уха, т. е. выше 20 кГц. Обычно для ультразвукового контроля применяют колебания частотой 0,5—20 МГц.
Методы акустического контроля подразделяют на две группы: методы, основанные на излучении в контролируемое изделие волн от внешнего источника и их приеме, и методы, основанные на приеме упругих волн, возникающих в самом контролируемом изделии. Методы первой группы называют активными, второй — пассивными.
Эхоимпульсный метод (метод эхолокации) заключается в прозвучивании изделия короткими импульсами ультразвуковых колебаний 1 и регистрации эхосигналов 2, отраженных от дефекта и идущих к приемнику. Признаком дефекта является появление эхосигнала 3 на экране дефектоскопа (рис. 1, а). При этом, чем больше дефект, тем больше амплитуда эхосигнала. Этот метод наиболее широко распространен из-за простоты реализации, возможности одностороннего доступа к изделию, независимости результатов контроля от конфигурации и состояния противоположной (донной) поверхности, а также из-за высокой точности в определении координат дефектов. Основным недостатком метода является наличие значительной «мертвой» зоны в металле под пьезоэлектрический преобразователь (ПЭП).
Теневой метод реализуется путем сквозного прохождения ультразвука через изделие (рис. 1, б). При этом используют два соосно размещенных ПЭП (излучатель и приемник), а о наличии дефектов судят по пропаданию или уменьшению амплитуды сквозного сигнала 3. Чем больше размер дефекта, тем меньше амплитуда прошедшего сигнала.
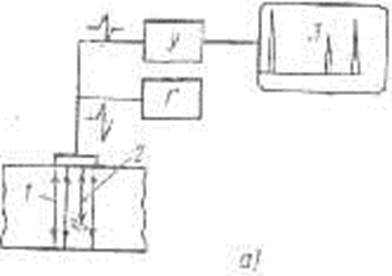
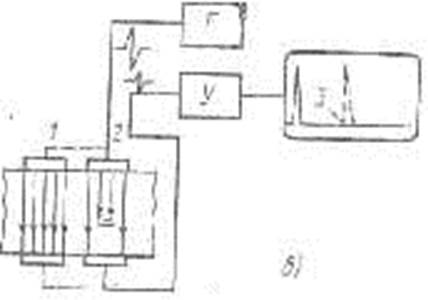

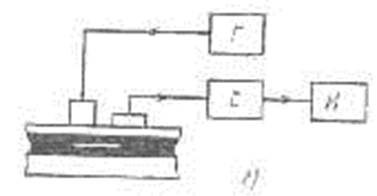

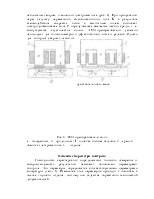
Рис. 1. Схемы обнаружения дефектов методами акустического контроля:
а—эхометодом, б—теневым, в—импедансным, г—свободных колебаний, д — резонансным; У — усилитель, Г — генератор, И — индикатор. К.С. — колеблющийся стержень, М. — модулятор частоты, Р — регистратор резонанса, П — преобразователь, С — спектро-анализатор.
Недостатками метода являются необходимость двустороннего доступа к изделию, использование сложной механической системы соосного фиксирования ПЭП и низкая чувствительность. К преимуществам следует отнести слабую зависимость амплитуды сигнала от ориентации дефекта, высокую помехоустойчивость и отсутствие «мертвой» зоны.
Зеркально-теневой метод является комбинацией описанных методов. В нем используют один ПЭП или два ПЭП, но размещенные на одной поверхности изделия. О наличии дефекта судят по ослаблению или пропаданию донного сигнала 3.
Метод имеет следующие варианты реализации: с одним прямым ПЭП и регистрацией первого донного сигнала продольной волны; то же, но с регистрацией второго донного сигнала продольной волны; двумя наклонными ПЭП с регистрацией донного сигнала продольной или поперечной волны.
Эхосквозной метод (разновидность теневого метода) используют только при контроле листов и труб, для которых характерны полупрозрачные для ультразвуковых колебаний дефекты. При этом методе регистрируется сигнал, прошедший от излучателя через дефект и последовательно отраженный от противоположной (донной) поверхности изделия и дефекта и принятый приемником.
Эхозеркальный метод, реализуется с помощью двух наклонных ПЭП, размещенных на одной поверхности изделия с одной стороны от дефекта так, что сигнал от одного ПЭП зеркально отражается от дефекта и донной поверхности и принимается вторым ПЭП. Оба ПЭП электрически соединены параллельно, что позволяет принимать как зеркальный, дважды переотраженный сигнал, так и обратно отраженные сигналы, а также определять тип вертикально ориентированных дефектов по их соотношению.
Дельта-метод основан на регистрации трансформированных на дефекте падающих на него поперечных волн от наклонного ПЭП. Обычно регистрируют трансформированную продольную волну, а ПЭП размещают на поверхности изделия над дефектом..
Импедансный метод предназначен для определения качества припайки или приклейки тонкостенной металлической или пластмассовой обшивки к твердой подложке и основан на анализе режима колебаний стержня (с пьезоэлементом), опирающегося на поверхность изделия (рис. 1, в). При наличии дефекта акустический импеданс данного участка поверхности уменьшается, что приводит к увеличению амплитуды колебаний стержня, уменьшению механического напряжения на его конце, изменению фазы колебаний и смещению частоты резонансных колебаний. Любой из этих признаков свидетельствует о наличии дефекта.
Если первая группа методов предусматривает локальное возбуждение ультразвука, то вторая группа предусматривает возбуждение ультразвука во всем изделии или по всей толщине под излучателем.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.