7.1. Обоснование принимаемых параметров
Таблица 7.1
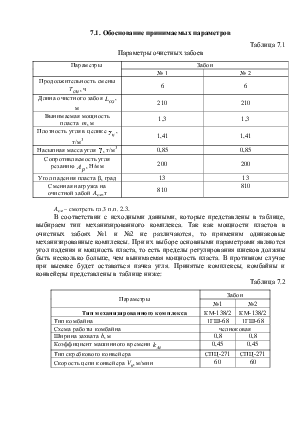
Параметры очистных забоев
|
Параметры |
Забои |
|
|
№ 1 |
№ 2 |
|
|
Продолжительность
смены |
6 |
6 |
|
Длина
очистного забоя |
210 |
210 |
|
Вынимаемая мощность пласта m, м |
1,3 |
1,3 |
|
Плотность
угля в целике |
1,41 |
1,41 |
|
Насыпная
масса угля |
0,85 |
0,85 |
|
Сопротивляемость
угля резанию |
200 |
200 |
|
Угол падения пласта b, град |
13 |
13 |
|
Сменная нагрузка на очистной забой Aсм ,т |
810 |
810 |
Aсм – смотреть гл.3 п.п. 2.3.
В соответствии с исходными данными, которые представлены в таблице, выбираем тип механизированного комплекса. Так как мощности пластов в очистных забоях №1 и №2 не различаются, то применим одинаковые механизированные комплексы. При их выборе основными параметрами являются угол падения и мощность пласта, то есть пределы регулирования шнеков должны быть несколько больше, чем вынимаемая мощность пласта. В противном случае при выемке будет оставаться пачка угля. Принятые комплексы, комбайны и конвейеры представлены в таблице ниже:
Таблица 7.2
Параметры |
Забои |
|
|
№1 |
№2 |
|
Тип механизированного комплекса |
КМ-138/2 |
КМ-138/2 |
|
Тип комбайна |
1ГШ-68 |
1ГШ-68 |
|
Схема работы комбайна |
челноковая |
|
|
Ширина захвата b, м |
0,8 |
0,8 |
|
Коэффициент машинного времени |
0,45 |
0,45 |
|
Тип скребкового конвейера |
СПЦ-271 |
СПЦ-271 |
|
Скорость цепи конвейера Vк, м/мин |
60 |
60 |
7.2. Средний минутный грузопоток за время поступления
угля из очистного забоя
Средний минутный грузопоток за время поступления угля из очистного забоя рассчитывается [7]:
 , (7.1)
, (7.1)
где kп – коэффициент времени поступления угля из одного очистного забоя на транспортную систему.
При челноковой схеме работы комбайна (без зачистки) величину
![]() определяют как
определяют как ![]() .
.
 т/мин.
т/мин.
7.3. Максимальный минутный грузопоток, который может
поступить из очистного забоя
При прямом ходе выемочной машины [7]:
 , (7.2)
, (7.2)
где ![]() м/мин –
максимальная скорость выемочной машины при резании.
м/мин –
максимальная скорость выемочной машины при резании.
 . (7.3)
. (7.3)
![]() – расчетный коэффициент, учитывающий направление
движения выемочной машины и скребковой цепи забойного конвейера;
– расчетный коэффициент, учитывающий направление
движения выемочной машины и скребковой цепи забойного конвейера;
![]() м/мин – скорость цепи конвейера;
м/мин – скорость цепи конвейера;
![]() – коэффициент
погрузки (при работе выемочной машины по челноковой схеме при прямом ходе
– коэффициент
погрузки (при работе выемочной машины по челноковой схеме при прямом ходе ![]() , а при обратном ходе
, а при обратном ходе ![]() ).
).
Тогда максимальный минутный поток при прямом ходе:
 т/мин.
т/мин.
По максимальному минутному грузопотоку из забоя
проверяем правильность предварительного выбора скребкового конвейера по условию
 . Так как это условие выполняется (7,87
< 12), значит, конвейер СПЦ-271 принят правильно.
. Так как это условие выполняется (7,87
< 12), значит, конвейер СПЦ-271 принят правильно.
7.4. Выбор типов конвейеров
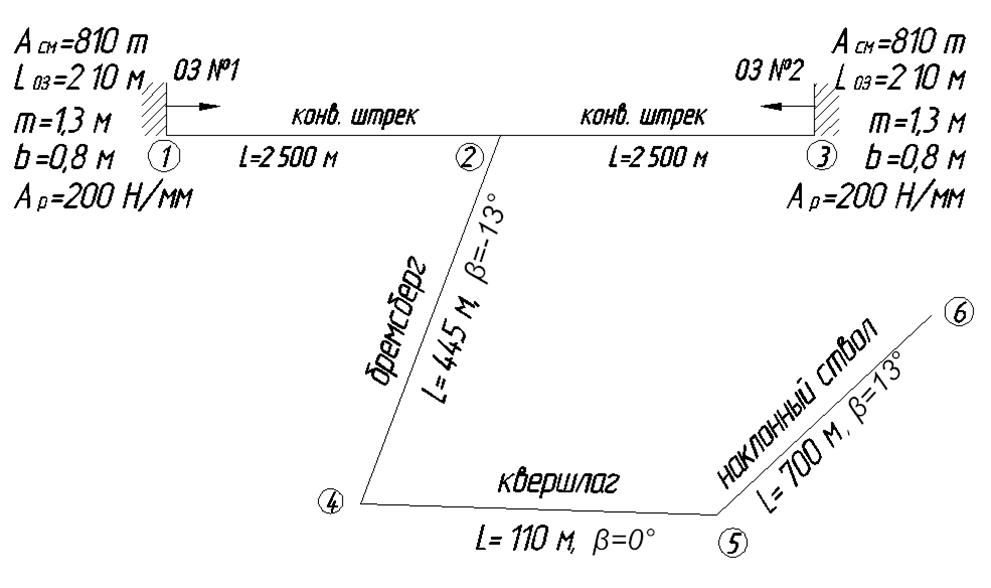
7.5. Выбор конвейера по приемной способности
Конвейерный штрек от очистного забоя №1
( участок 1-2)
Находим параметры ленточного конвейера (с учетом места
установки: стационарный или полустационарный), который бы обеспечил условие  , то есть приемная способность
конвейера должна быть больше максимального минутного грузопотока.
, то есть приемная способность
конвейера должна быть больше максимального минутного грузопотока.
Приемную способность, удовлетворяющую условию  ,
,  м3/мин,
что при
м3/мин,
что при ![]() т/м3 соответствует
т/м3 соответствует  т/мин, обеспечивают следующими
параметрами конвейера:
т/мин, обеспечивают следующими
параметрами конвейера:
![]() мм – шириной
ленты,
мм – шириной
ленты, ![]() м/с – скоростью ленты.
м/с – скоростью ленты.
 м3/мин.
м3/мин.
В соответствии с принятыми параметрами и исходя из условий эксплуатации на штреках должны быть установлены полустационарные телескопические ленточные конвейеры. Предварительно в конвейерный штрек от очистного забоя №1 принимаем конвейер 2ЛТ100У-01 с мощностью привода Nсум=270 кВт.
Конвейерный штрек от очистного забоя №2
( участок 2-3)
Принимаемконвейер 2ЛТ100У-01, расчеты при выборе аналогичны как при выборе на участке 1-2.
Установление допустимой длины конвейера
Принятие окончательного решения возможно после проверки: проходят ли предварительно выбранные конвейеры по мощности привода и прочности тягового органа (ленты) с учетом конкретной эксплуатационной нагрузки и конкретного угла наклона выработки.
Для этого определяем эксплуатационную нагрузку:
 , т/ч, (7.4)
, т/ч, (7.4)
где ![]() – расчетный
коэффициент нагрузки. Величину
– расчетный
коэффициент нагрузки. Величину ![]() находим установив
предварительно
находим установив
предварительно ![]() и
и ![]() по
формулам, где
по
формулам, где ![]() – продолжительность
загрузки несущего полотна конвейера, мин;
– продолжительность
загрузки несущего полотна конвейера, мин; ![]() –
минутный коэффициент неравномерности.
–
минутный коэффициент неравномерности.
Конвейерный штрек от очистного забоя №1
 мин; (7.5)
мин; (7.5)
 ; (7.6)
; (7.6)
![]() ;
;
![]() т/ч.
т/ч.
Эти же расчеты применяются и для конвейерного штрека от о.з. №2
Проверяем допустимые длины конвейеров по графику применимости.
Конвейерный штрек от очистного забоя №1
Для ленточного конвейера 2ЛТ100У-01 при угле наклона 0˚
и ожидаемой эксплуатационной нагрузке  т/ч,
допустимая длина
т/ч,
допустимая длина  составляет 1800 м. Так как
составляет 1800 м. Так как  , то в конвейерный штрек от о.з.№1 устанавливаем
2 конвейера 2ЛТ100У-01, каждый по 1250 м.
, то в конвейерный штрек от о.з.№1 устанавливаем
2 конвейера 2ЛТ100У-01, каждый по 1250 м.
Проверим правильность выбора с помощью коэффициентов использования:
1) по приемной способности конвейера:
 ,
,  (7.7)
(7.7)
![]() (7.8)
(7.8)
2) по эксплуатационной производительности конвейера:
 0,5 ≤ 0,5 <1 (7.9)
0,5 ≤ 0,5 <1 (7.9)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.