- 14
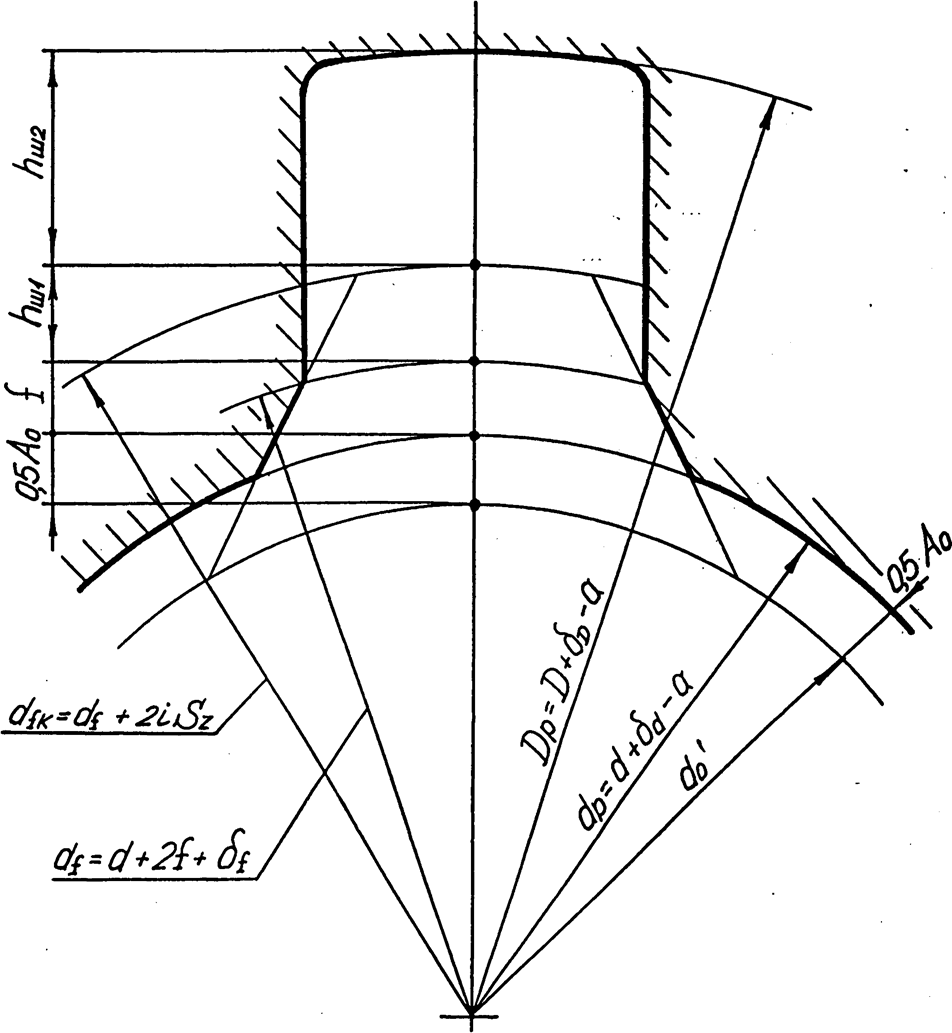
Рис.3
- 18
Таблица 10.
|
Допуск на диаметр отверстия, мм |
а |
Допуск на диаметр отверстия, мм |
а |
Допуск на диаметр отверстия, мм |
а |
|
до 0.025 О.О27 0.03-0.083 |
0 0.002 0.004 |
0.035-0.05 0.06 -0.10 0.11 -0.17 |
0.005 0.01 O.OS |
0.18-0.29 0,30-0.34 св. 0.34. |
0.03 0.04 0.05 |
^
б) Определение числа зубьев в секции сведено в таблицу 11 Примечание:
1. При использовании вычислительной техники расчеты размеров переходных зубьев выполнять в диалоговом режиме.
2. Минимальная допустимая подача на последнем переходном зу-
|
(14) |
Расчер длинны рабочей части протяжки предварительно.
При определении длины рабочей части прптяжки шаг режущих и калибрующих зубьев назначается одинаклвым (см.п.8),
Lp=((Dp-do)/(2*Sz)+i*Zk)*tp где
Zk число калибрующих зубьев
i - целое число, равное 3 или 4 в зависимости от числа секций с калибрующими зубьями.
18, Выбор модели cтанка по номинальному тяговому усилию Рт
рт = Р *е (1Ь)
Р выбирается по Sz из табл 9 Выбор модели станка по табл -12,
Таблица 11,
Число эубьев в секции
|
СП |
|
Наи мен сек ции |
Наименование эубьев и их обоаначе ние |
rparin Число аибьов в секции Zi |
Число зубьев в ^рупп Zr |
Число эубьев в секции Z-i |
||||
|
КФШ |
ФШК, ФКШ |
КШФ |
8Ж |
КШФ |
ФШК, ФКШ |
|||
|
Фаоочные |
dfk-dp |
dfk-do |
1 |
2 |
^ dfk-dp |
dfk-do |
||
|
'ф- 2.Sz |
'ф- 2.Sz « |
^~ 2.Sz |
-- 3z |
|||||
|
^ |
Шлицевые 2ш1 |
- |
dfk-df |
- |
1 |
dfk-df |
||
|
zffll= 2.Sz |
znll= 2.Sz |
|||||||
|
Шлицевые режущие ^ш2р |
. - Dp-dp „ |
^ . Dp-dfk „ |
2 |
2 |
, - Dp-dp . |
Dp-dfk,,- |
||
|
МЦ21)" 2.Sz ' |
^ш2р- „ <, 2 fc'^Z |
2ш2р- с- 4 •=>2 |
2ш2р- ,, <4-^z |
|||||
|
Пиищевые переходи 2-ш2п |
^ш2п = 3 |
Zm2n =3 |
9 tw |
2 |
2ш2п = 6 |
2ш2п s 6 |
||
|
Шлицевые калибр. 2.ш2к |
- |
- |
- |
- |
Zm2K = 5 |
2ш2к = 5 |
||
|
! |
Круглые редущие 2.к |
^~^о n |
dp-do „ |
2 |
1 |
dp-do |
dp-do „ |
|
|
'K- 2-S2 ' |
^ 2.Sz"2 |
zk- <, 4 bz |
-/^ - |
|||||
|
Круглые переходи 2кп |
2кп = 3 |
2кп = 3 |
2 |
1 |
zkh = 6 |
2кп ss 3 |
||
|
Круглые калибр. F ~ ^кк |
» |
- |
- |
- |
zkk = 5 |
zkk = 5 |
||
- 17 -
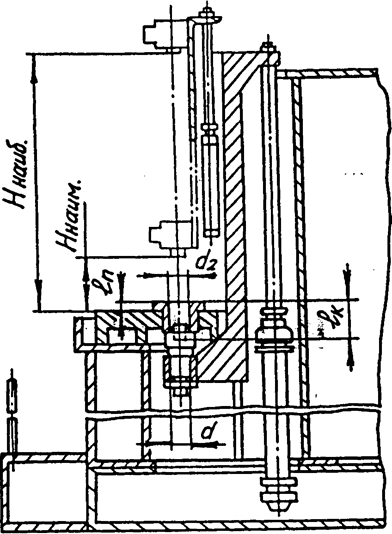
19. Длина протяжки до первого ?v6a 1.
1=1д+1к+1п, где (16) ik ~ ^инструктивный размер из паспортных данных станка In - конструктивный размер технологического приспособления
(табл.12).
Примечание: При проектировании протяжки использовать необходимые данные из паспорта станка.
20. Размеры передней и задней направляющих и заднего хвостовика по табл.13.
21. Общая длина протяжки:
?
L = 1 + Lp + Is + li +(Li) где (I?) l5 - длина задней направляющей ll - длина переднего (заднего) хвостовика Cll^e) it = m.fzc-1), где m = 20 мм Zc- число секций.
18 -
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.