







































1.исследовательская часть.
1.1. Выбор направлений исследований.
Для того чтобы выявить причину низкой стойкости метчиков необходимо провести исследования и глубокий анализ следующих параметров конструкции и технологии:
· оптимальность геометрических параметров для данных условий
обработки;
· оптимальность выбора тех или иных элементов конструкции;
· соответствие материала инструмента марке стали;
· соответствие техническим требованиям свойств материала готового
инструмента и балла карбидной неоднородности;
· оптимальность выбора материала инструмента;
· правильность технологического процесса изготовления резьбового
отверстия;
· правильность технологического процесса изготовления инструмента,
в том числе соблюдения оптимальных режимов термообработки.
Также необходимо провести исследования по введению новых элементов в конструкцию и новых операций в технологический процесс с целью повышения стойкости проектируемого инструмента.
1.2. Марка стали, соответствие техническим требованиям свойств материала инструмента, балл карбидной неоднородности.
На основании запроса (служебная записка исх. №10/ОМО-471) было произведено металлографическое исследование двух метчиков из стали Р6М5К5, ГОСТ 19265-73, после окончания периода стойкости (см. приложения, протокол исследования №949).
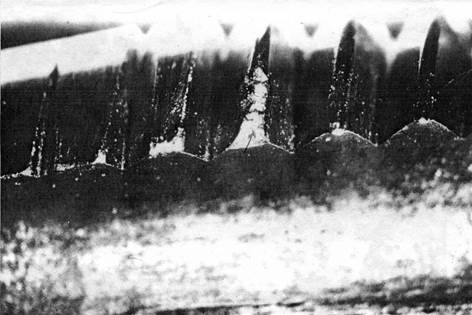
Осмотром метчиков было установлено, что выкрашивание произошло на трех зубьях (см. лист №3 черт. док.) у одного и на пяти зубьях у другого метчика. На вершинах витков с выкрашиванием имеются следы притёртости и износа от взаимодействия с твердым материалом при эксплуатации.
|
|
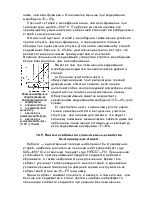
Исследованием поверхности излома в месте выкрашивания при увеличении до 25 раз установлено:
1) Излом мелкозернистый, фарфоровидный, по характеру строения хрупкий, что характерно для данного класса сталей.
2) Дефектов металлургического происхождения и следов окисления в изломе не имеется.
Твердость метчиков составляет 65 HRCЭ и соответствует требованиям чертежа (по чертежу 63...65 HRCЭ).
Твердость—более мягкий способ нагружения, чем изгиб, кручение и особенно растяжение.
Инструменты с недостаточной твердостью не могут резать или деформировать; под действием возникающих напряжений они слишком быстро теряют форму и размеры.
|
|
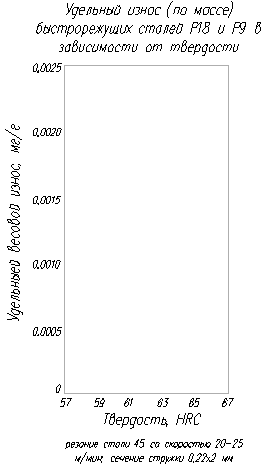
С увеличением твердости возрастают износостойкость и предел выносливости, но не по линейному закону (см. лист №3 черт. док.), поскольку существенное влияние оказывает поведение карбидных фаз, и изменение прочности и вязкости.
Кроме того, при большей твердости улучшается чистота поверхности самого инструмента, получаемая при шлифовании и доводке, и уменьшается налипание обрабатываемого металла на его поверхность.
При повышении твердости улучшается также чистота поверхности металла, обрабатываемого резанием или давлением: шероховатость поверхности уменьшается на 1 класс при повышении твердости режущего инструмента с HRC 62...63 до 67...68.
Твердость теплостойких сталей обусловлена главным образом дисперсностью и количеством карбидов (или интерметаллидов), выделившихся при отпуске.
Другим фактором, влияющим на твердость всех сталей, является остаточный аустенит как более мягкая составляющая; в его присутствии твердость снижается и значительнее, если его количество составляет > 10— 12%. Вместе с тем твердость не зависит от других структурных факторов (величины зерна, распределения карбидов) и напряжений, которые сильно влияют на такие механические свойства, как прочность и вязкость.
Красностойкость рассматриваемых метчиков после отпуска при 630°С, 4 часа составила 50...52 HRCЭ, что ниже рекомендуемой ГОСТ 19265-73, приложение 3 (не ниже 59 HRCЭ).
Исследованием микроструктуры образцов в продольном и поперечном сечениях в зоне выкрашивания и на других участках установлено:
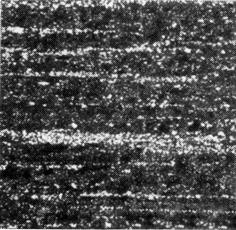
1) микроструктура метчиков на всех участках однородная - мелкоигольчатый мартенсит;
|
М100:1 после травления |
2) карбидная неоднородность соответствует 2 баллу шкалы ГОСТ 19265-73 (см. рис слева), скоплений «угловатых» карбидов в микроструктуре не обнаружено;
3) величина зерна соответствует №10 шкалы ГОСТ 5639-82, что свидетельствует об отсутствии перегрева при термообработке.
4) отсутствие изменений микроструктуры и микротвердости вблизи выкрашиваний свидетельствует об отсутствии прожогов при шлифовке.
По результатам стилоскопического и химического анализов материал метчиков не соответствует стали марки Р6М5К5, а соответствует марке Р9К5 по ГОСТ 19265-73.
Заключение:
1) Материал метчиков по химическому составу не соответствует стали марки Р6М5К5, а соответствует стали Р9К5.
2) Твердость метчиков соответствует требованиям чертежа.
3) Перегрева, прижогов стали и грубых скоплений карбидов не обнаружено.
1.3. Технология изготовления резьбового
отверстия.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.