

Файл 1
Приклад виконання контрольного завдання темі „Проектування технологічного процесу термічної обробки”
МІНІСТЕРСТВО АГРАРНОЇ ПОЛІТИКИ УКРАЇНИ
СУМСЬКИЙ НАЦІОНАЛЬНИЙ АГРАРНИЙ УНІВЕРСИТЕТ
КАФЕДРА ТЕХНІЧНОГО СЕРВІСУ
САМОСТІЙНА РОБОТА
з дисципліни ”Матеріалознавство та технологія
конструкційних
матеріалів“ на тему:
Проектування технологічного процесу термічної обробки деталі
_________проміжний вал____________
Виконав:
студент___курсу
гр._______________
“___”____________200_ р.
Перевірив:
______________________
“____”______________200_ р.
Суми, 200_
1.Вихідні дані:
Деталь - проміжний вал коробки передач автомобіля КАМАЗ.
Розміри: діаметр – 62 мм.; довжина – 385 мм.; матеріал 20ХГНР;
Поверхнева твердість – НRC 48…52.
Товщина зміцненого шару – 1,6…1,8 мм.
Виробнича програма – 800 штук в рік.
Режим роботи підприємства – 3х змінний.
Річний фонд роботи технологічного обладнання при 3х змінному режимі роботи підприємства складає Ф = 4477 год.
Призначена хіміко-термічна обробка – цементація.
Забезпечення високої твердості поверхні без зміни твердості серцевини забезпечується операціями в послідовності: цементація, гартування, низькотемпературний відпуск.
2. Особливості технологічного процесу.
2.1. Для проведення цементації необхідно приготувати карбюризатор, що має складники:
- вуглекислий барій – 20%;
- вугілля деревне – 80%%
Величина зерна карбюризатора має бути 3,5 – 10 мм.
2.3. В якості охолоджуючої рідини при гартуванні використовується вода.
2.3. Контроль твердості і товщини зміцненого шару передбачає вимогу виконання шліфу на поверхні деталі. Зважаючи на неприпустимість руйнування поверхні виникає необхідність виготовлення спеціального зразка (технологічного свідка), що виготовляється з того ж самого металу, що й деталь, і який разом з деталлю проходить усі технологічні операції термообробки. В кінці термічних операцій контроль якості їх виконання перевіряється на цьому зразку ( рис. 2 ).
3. Технологічне обладнання.
3.1. Піч електрична мод. СНО-6.12.4/10 – (піч для
цементації, гартування і відпуску стальних заготовок); для відпуску приймаємо
піч електричну мод.
СНО-5,5.7,5.4/6 –(піч для відпуску стальних заготовок)
3.2. Контейнер металевий;
3.3. Бак гартувальний;
3.4. Верстат площинно-шліфувальний;
3.5. Прес Роквелла;
3.6. Зразок технологічний 120´60´60мм.
4. Витратні матеріали.
4.1. Карбюризатор;
4.2. Розчин для герметизації контейнера;
- пісок –40%;
- рідке скло 25%
- глина 35%;
5. Технологічні режими термічної обробки.
5.1. Цементація
Час нагріву:Тн=D´V= 62´60 = 3720 с = 62 хв.
де: V = 45...75 с/мм –швидкість прогріву заготовки.
Час процесу насичення поверхні вуглецем з розрахунку швидкості насичення 140 мк/год (0,14 мм/год ) становить:
Тц = h / 0,14 =1,8 / 0,14 ≈12,85 год. ≈ 12 год 51 хв
Температура нагріву Т0= 920-9500С (таблиця додатку )
5.2 Гартування
Температура Т0=820 -8600С
Час нагріву визначаємо за формулою:
Тн=D´vн= 62´50 = 3100 с = 51,7 хв.,
де D – розмір найменшого перетину деталі, мм;
vн=45…75 с/мм – швидкість прогрівання заготівки
Час витримки визначаємо за формулою:
ТВ=(0,15...0,25) Тн=0,2´51,7=10,34 хв.
Охолоджувальне середовище – масло.
5.3. Відпуск.
Температура Т0=160-2200С
Час нагріву – Тн = 51,7 хв.
Час ви витримки приймаємо 1 год.
Охолодження – на повітрі.
Графічний режим термічної обробки зображено на рисунку Д.1.
 |
Рисунок Д.1 – Режим термічної обробки
6.Контрольна операція.
На технологічному зразку виконується шліф з кутом 2° (Рисунок 2).
На поверхні шліфу виконуються ряд вимірів твердості до зони, де твердість нижче заданої.
Вираховується найменша величина L – довжина дільниці, на протязі якої твердість повинна відповідати умовам завдання (документації).
Рисунок 2 – Схема контролю товщини шару хіміко-термічної обробки.
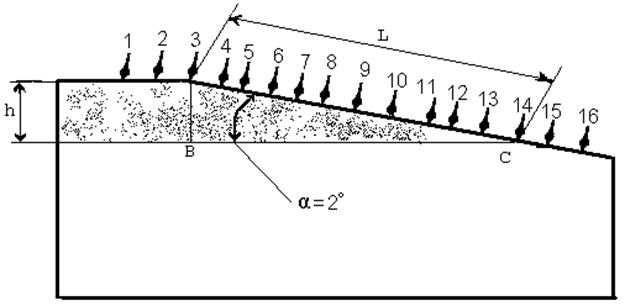 |
Lmin=  1,6
/ sin 2о = 46 мм; Lmax =
1,6
/ sin 2о = 46 мм; Lmax =  =
1,8 / sin20 = 52 мм;
=
1,8 / sin20 = 52 мм;
Дійсна довжина дільниці з необхідною твердістю Lд порівнюється з величиною L.Технологічний процес термообробки виконаний якісно, якщо:
46 мм £ Lд £ 52 мм
На підставі плану операцій і виконаних розрахунків оформлюється технологічний процес згідно вимог ЄСТД (додаток Е).
Розрахунок необхідної кількості обладнання.
Виходячи з розмірів виробу і робочої зони печі, призначаємо кількість одночасно завантажених деталей по операціям.
1. операція “цементація” – в контейнер одночасно завантажуємо 2 деталі.
2. операція “гартування” – 4деталі.
3. операція “відпуск” – 4 деталі.
Операція “цементація”
Повний час технологічного циклу операції цементації складає
ТЦ = 12 год. 51 + 62 хв. =13 год. 53 хв.= 13,88 год.
Час зайнятості печі під операцію цементації річної програми деталей складає:
Т = ТЦ ´ N / n =13,88´800 / 2 = 5552 год.
де: N – річна програма випуску деталей, N =800;
n – кількість одночасно завантажених деталей в піч;
Необхідна кількість печей для цементації деталей:
NП = T /Ф = 5552 / 4477 = 1,24 шт.
Приймається за необхідне експлуатувати 2 печі.
Операція “гартування”.
Технологічний цикл складає:
ТЦ = 51,7+10,3 = 62 хв = 1,03 год.
Час зайнятості печі під операцію гартування річної програми деталей складає:
Т = 1,03 ´ 800 / 4 = 206 год.
Необхідна кількість печей для гартування деталей:
NП = 206 /4477 = 0,046 шт.
Приймаємо –1 піч.
Для виконання операції “Гартування” можливо використовувати недовантажену піч на операції “Цементація”.
Операція “відпуск”
Технологічний цикл складає ТЦ = 51,7 хв + 1 год. = 1,86 год
Т = 1,86 х 800 / 4 = 372 год.
Необхідна кількість печей для відпуску деталей:
NП = 372 /4477 = 0,083 шт.
Завантаження печі на операції “Відпуск” складає близько 8%, тому використання окремої печі на цій операції економічно не вигідно. Для проведення операції “Відпуск” використовуємо недовантажену піч на операції “Цементація”.
Загальна кількість печей для проведення повного циклу термічної обробки :
NΣ = 1,24 + 0,046 + 0,083 = 1,369 шт.
Приймаємо 2 печі.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.