Измеряют горизонтальность с помощью индикаторных головок , настраивая штифты поочередно в двух положениях индикаторных стоек на контрольную оправку, по разности показаний отсчетного прибора судят об отклонении от горизонтальности (параллельности) относительно плоскости сравнений.
Если отклонение от параллельности измеряется в угловых единицах то пересчет в линейные по формуле:
|
|
Существует так же способ проверки параллельности вала относительно
плоскости с помощью скобы, и отвеса. В собранной машине на выходной конец вала одевают скобу и с помощью отвеса и нити определяют горизонтальность, вала.
|
|
|
|
Рис. 3. Проверка горизонтального положения вала.
Расстояния а проверяют с помощью штихмаса, они должны быть одинаковыми.
Допуски параллельности указаны в таблице 1.
Таблица 1.
|
Номинальный размер, мм |
Степень точности |
|||
|
V |
VI |
VI! |
V!!! |
|
|
Допуски, мкм |
||||
|
До 10 |
2,5 ' |
4 |
6 |
10 |
|
10-25 |
4 |
6 |
10 |
16 |
|
25-60 |
6 |
10 |
16 |
25 |
|
60-160 |
10 |
16 |
25 |
40 |
|
160-400 |
16 |
25 |
40 |
60 |
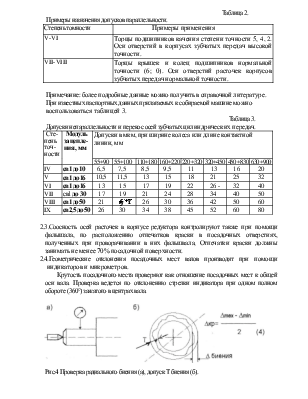
Таблица 2.
Примеры назначения допусков параллельности.
|
Степень томности |
Примеры применения |
|
V-VI |
Торцы подшипников качения степени точности 5, 4, 2. Оси отверстий в корпусах зубчатых передач высокой точности. |
|
VII-VIII |
Торцы крышек и колец подшипников нормальной точности (6; 0). Оси отверстий расточек корпусов зубчатых передач нормальной точности. |
Примечание: более подробные данные можно получить в справочной литературе. При известных паспортных данных прилагаемых к собираемой машине можно воспользоваться таблицей 3.
Таблица 3. Допуски непараллельности и перекос осей зубчатых цилиндрических передач.
|
Степень точности |
Модуль зацепления, мм |
Допуски в мкм, при ширине колеса или длине контактной линии, мм |
|||||||
|
55+90 |
55+100 |
110+180 |
160+220 |
220 +320 |
320+450 |
450 +830 |
630 +900 |
||
|
IV |
св1 до 10 |
6,5 |
7,5 |
8,5 |
9,5 |
11 |
13 |
16 |
20 |
|
V |
св1 до 16 |
10,5 |
11,5 |
13 |
15 |
18 |
21 |
25 |
32 |
|
VI |
св1 до 16 |
13 |
15 |
17 |
19 |
22 |
26 - |
32 |
40 |
|
VII |
св1 до 30 |
17 |
19 |
21 |
24 |
28 |
34 |
40 |
50 |
|
VIII |
св1 до 50 |
21 |
£j*Y |
26 |
30 |
36 |
42 |
50 |
60 |
|
IX |
св2,5 до 50 |
26 |
30 |
34 |
38 |
45 |
52 |
60 |
80 |
![]() 2.3.Соосность осей расточек в корпусе редуктора контролируют также при помощи фалышала, по расположению отпечатков краски в посадочных отверстиях, полученных при проворачивании в них фальшвала, Отпечатки краски должны занимать не менее 70% посадочной
поверхности.
2.3.Соосность осей расточек в корпусе редуктора контролируют также при помощи фалышала, по расположению отпечатков краски в посадочных отверстиях, полученных при проворачивании в них фальшвала, Отпечатки краски должны занимать не менее 70% посадочной
поверхности.
2.4.Геометрические отклонения посадочных мест валов производят при помощи индикаторов и микрометров.
Крутость посадочного места проверяют как отношение посадочных мест к общей оси вала. Проверка ведется по отклонению стрелки индикатора при одном полном обороте (360°) зажатого в центрах вала.

Рис.4 Проверка радиального биения (а), допуск Т биения (б).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.