









Федеральное агентство по образованию РФ
РГРТУ
Кафедра АИТП
Курсовой проект по дисциплине
«Технологические процессы и производства»
Выполнили:
ст. гр. 538
Бондаренко К.Е.
Абашкин Р.Б.
Нефедов В.В
Проверил:
Лашин В.А.
Рязань, 2008
ЗАДАНИЕ
на курсовой проект по дисциплине «Технологические процессы и производства» студентам групп 537,538:
Разработать маршрутно-операционное описание технологии изготовления детали, заданной эскизом, используя средства пакетов Т-FlexCAD-2D и ТехноПро
Содержание работы:
1. Сформулировать последовательность обработки детали по
принципам типовой технологии.
2. Определить планы обработки всех поверхностей
на основе коэффициентов уточнения. Составить маршрут обработки.
3. Для одной из поверхностей (с минимальным допуском) выполнить расчет
припусков и межоперационных размеров. За ИРР принять номинальное
значение размера.
4. Составить описание Общего технологического процесса для ввода в
ТехноПро.
5. Задать количественные значения размеров в конкретном техпроцессе.
Добиться правильного формирования КТП из ОТП по изменяемым
размерам детали.
6. В параметрическом виде получить чертеж детали средствами T-Flex.
Обеспечить формирование КТП экспортом параметров чертежа из Т-Flex
в ТехноПро через ТехноКад.
Рекомендуемая литература:
1. Козловский Н.С., Ключников В.М. Сборник примеров и задач по курсу
«Основы стандартизации, допуски, посадки и технические измерения».
М., Машиностроение, 1983.
2. Балабанов А.Н. Краткий справочник технолога-машиностроителя. Изд-во
стандартов, 1992.
3. Кузьмина Е.М., Лашин В.А. Технология машиностроения. -Метод.
указания к лаб. раб. Рязань, РГРТА, 1998, № 2656.
4. Технологические процессы и производства. - Метод, указания к лаб. раб.
Рязань, РГРТА, 2002, № 3386.
5. Технические описания ТехноПро и T-Flex CAD.
Форма отчетности:
Пояснительная записка и демонстрация работы разработанного варианта на ЭВМ.
Руководитель курсовой работы: В.А. Лашин
Данный курсовой проект предполагает изучение технологических процессов в программной среде ТехноПро, закрепление лекционного материала по дисциплине «Технологические процессы и производства», а также развитие конструкторских и технологических навыков у студентов.
Для визуального представления детали выбрана оболочка T-FLEX Parametric CAD 2D 6.3, позволяющая легко и быстро получить необходимые навыки черчения, а также возможность сопрягать чертеж с техпроцессом с помощью встроенного редактора ТехноКад.
В современных условиях большое значение имеет обеспечение качества выпускаемых машин. При этом повышение качества машин в значительной мере связано с повышением точности изготовления деталей и сборки изделий. Поэтому при проектировании ТП необходимо решить комплекс вопросов по контролю качества на всех этапах производства.
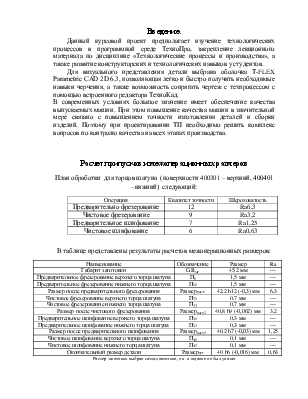
Расчет припусков и межоперационных размеров
План обработки для торцов шатуна (поверхности 400301 – верхний, 400401 –нижний) следующий:
|
Операция |
Квалитет точности |
Шероховатость |
|
Предварительно фрезерование |
12 |
Ra6,3 |
|
Чистовое фрезерование |
9 |
Ra3,2 |
|
Предварительное шлифование |
7 |
Ra1,25 |
|
Чистовое шлифование |
6 |
Ra0,63 |
В таблице представлены результаты расчетов межоперационных размеров:
|
Наименование |
Обозначение |
Размер |
Ra |
|
Габарит заготовки |
GBзаг |
45,2 мм |
--- |
|
Предварительное фрезерование верхнего торца шатуна |
П1 |
1,5 мм |
--- |
|
Предварительное фрезерование нижнего торца шатуна |
П11 |
1,5 мм |
--- |
|
Размер после предварительного фрезерования |
Размеррасч1 |
42,2 h12 (-0,3) мм |
6,3 |
|
Чистовое фрезерование верхнего торца шатуна |
П21 |
0,7 мм |
--- |
|
Чистовое фрезерование нижнего торца шатуна |
П22 |
0,7 мм |
--- |
|
Размер после чистового фрезерования |
Размеррасч2 |
40,8 h9 (-0,062) мм |
3,2 |
|
Предварительное шлифование верхнего торца шатуна |
П31 |
0,3 мм |
--- |
|
Предварительное шлифование нижнего торца шатуна |
П32 |
0,3 мм |
--- |
|
Размер после предварительного шлифования |
Размеррасч3 |
40,2 h7 (-0,03) мм |
1,25 |
|
Чистовое шлифование верхнего торца шатуна |
П41 |
0,1 мм |
--- |
|
Чистовое шлифование нижнего торца шатуна |
П42 |
0,1 мм |
--- |
|
Окончательный размер детали |
Размердет |
40 h6 (-0,016) мм |
0,63 |
Размер заготовки выбран самостоятельно, т.к. в задание не был указан
Карусельно-фрезерная операция
Плоскошлифовальная операция
Сверление
Расточная операция (если диаметр отверстия в маленькой головке шатуна > 50 мм)
Вертикальнопротяжная операция
Горизонтальнофрезерная операция
Вертикальнопротяжная операция
Сверление
Зенкерование (если диаметр отверстия в маленькой головке шатуна <50 мм)
Расточная операция
Плоскошлифовальная операция
Фрезерная операция
Расточная операция
Запрессовка
Хонингование
Расточная операция
Контрольная операция
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.