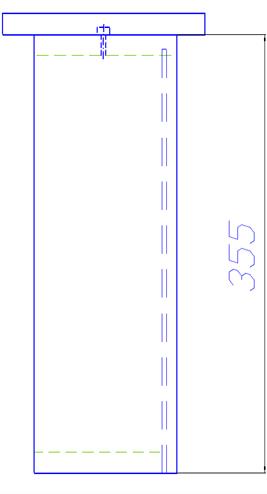
Тумба прикроватная с одним ящиком. Корпус изделия состоит из щитовых деталей, изготовленных из ламинированной ДСП толщиной 16мм.Крышка тумбы и горизонтальнаястенкапроходные и крепятся к вертикальным стенкам при помощи стяжек эксцентриковых и шкантов. Опорная плита, изготовлена из2 деталей, из ламинированной МДФ толщиной 32мм, соединённых между собой по пластям на шканты. Стенки ящика тумбы собираются на шкантах, фасад ящика крепится при помощи двух винтов и гаек-эксцентриков для регулировки положения. Корпус крепится к опорной плите при помощи четырёх самонарезных шурупов, задняя стенкаизламинированной ДСтП толщиной 16мм крепится в проём корпуса на шканты. Крышка представляет собой пустотелый щит с сотовым заполнением, имеет толщину 60мм и поверхность «Высокий глянец». Ящик в проём корпуса устанавливается на металлические направляющие, кроме того на дно ящика установлены замки для открывания ящика нажатием руки. Используется фурнитура производства Австрии, фирмы BLUE, вид TANDEM, тип TIPON (наиболее известна под названием PUSHAP).Внешний вид тумбы прикроватной представлен на рисунке 4.


Рисунок 4 −Внешний вид тумбы прикроватной
Художественная выразительность изделия достигается сочетанием контрастных цветов и видов облицовочных материалов пластей и кромок, применением улучшенной фурнитуры. Фасадные и рабочие детали изделия изготовлены из древесно-композиционной плиты средней плотности МДФ; ДСП, облицованной плёнками на основе термореактивных полимеров, или натуральным шпоном.
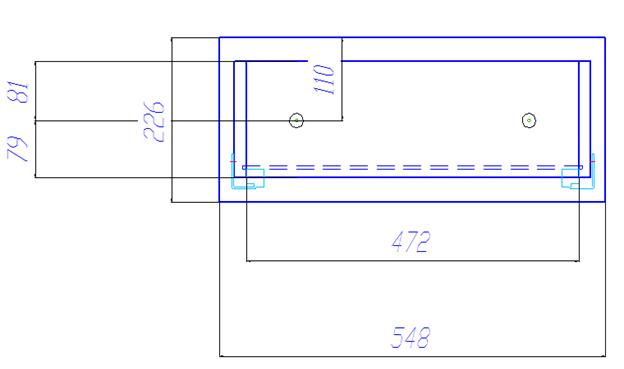
По заданным габаритным размерам изделия в соответствии с ГОСТ 13025-71 устанавливаются функциональные размеры изделия. Расположение внутренних элементов тумбы и основные её функциональные размеры представлены на рисунке 5.
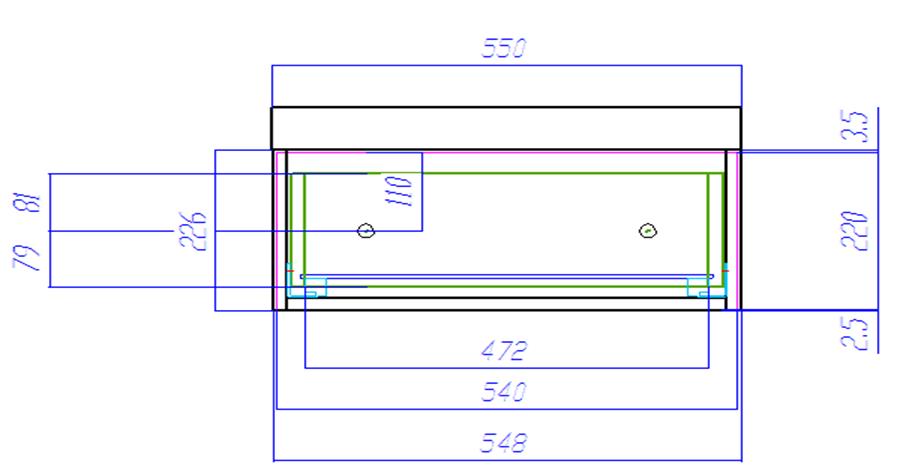
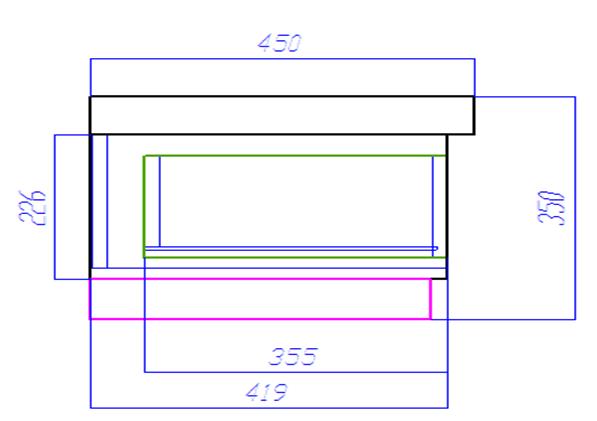
Рисунок 5 – Расположение внутренних элементов тумбы и её основные функциональные размеры.
Эскиз крышки тумбы представлен на рисунке 6.
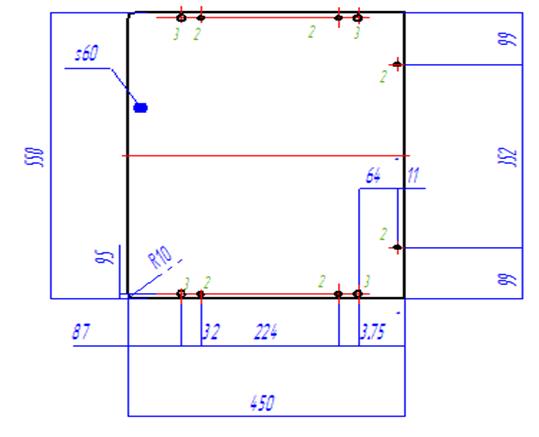
Рисунок 6 – Эскиз крышки тумбы.
Эскиз стенки корпуса боковой, а также расположение и диаметр отверстий представлены на рисунке 7.
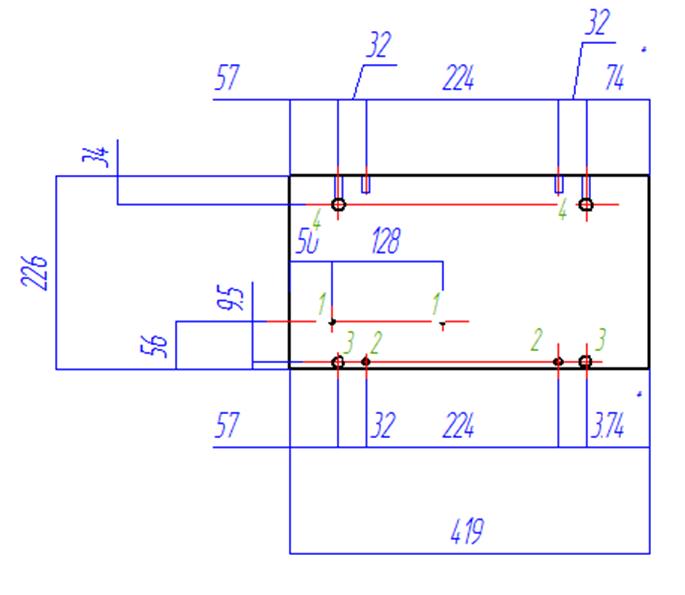
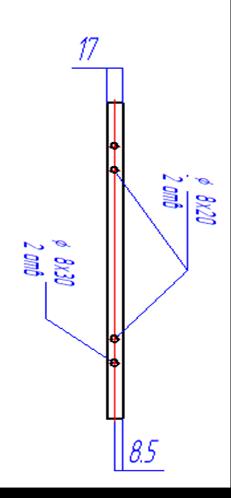
Рисунок 7 – Эскиз стенки корпуса левой (правой)
Эскиз стенки корпуса задней представлен на рисунке 8.
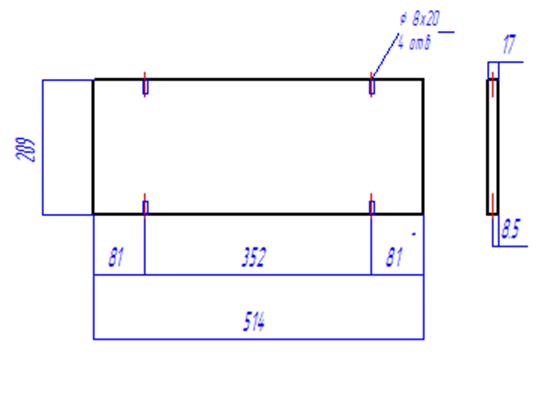
Рисунок 8 – Эскизстенки корпуса задней
Эскиз стенки корпуса нижней представлен на рисунке 9.
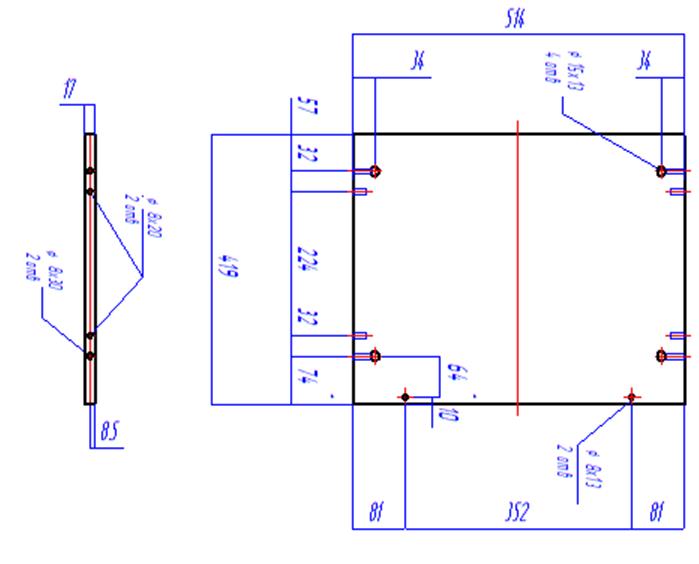
Рисунок 9 – Эскиз стенки корпуса нижней
Эскиз ящика тумбы прикроватной представлен на рисунке 10.
 Рисунок
10 – Эскиз ящика тумбы
Рисунок
10 – Эскиз ящика тумбы
Эскиз стенки ящика боковой представлен на рисунке 11.
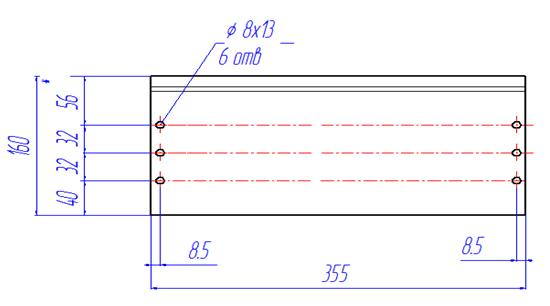
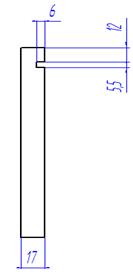
Рисунок 11 – Эскиз стенки ящика боковой
Эскиз стенки ящика передней представлен на рисунке 12.
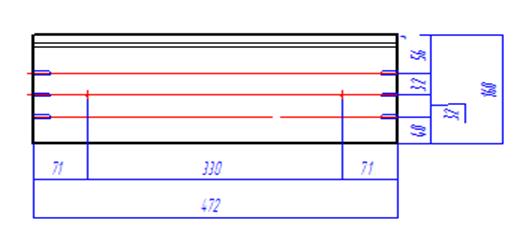
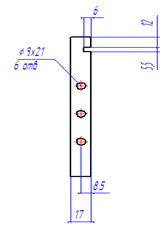
Рисунок 12 – Эскиз стенки ящика передней
Эскиз стенки задней ящика представлен на рисунке 13.
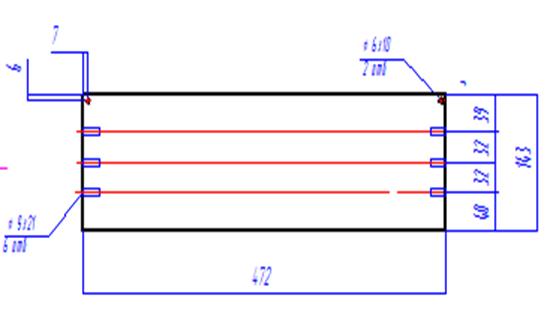
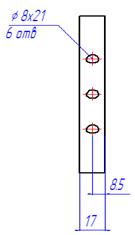
Рисунок 12 – Эскиз стенки ящика задней
Эскиз фасада ящика тумбы представлен на рисунке 13.
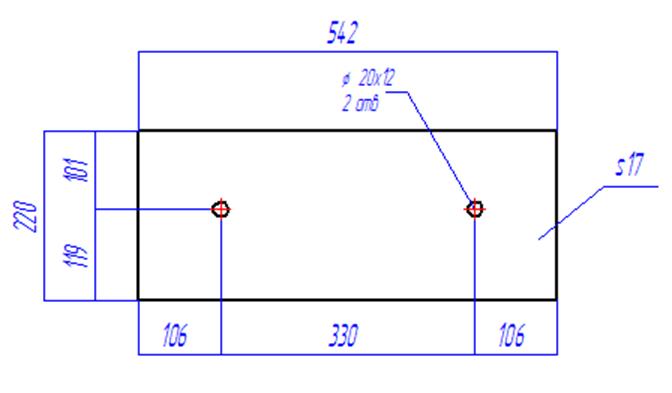
Рисунок 13 – Эскиз фасад ящика тумбы
2.2 Технические условия на изготовление изделия
Любое изделие мебели должно соответствовать требованиям ГОСТ16371-93.Перечень нормативно-технической документации на применяемые материалы представлен в таблице 1.
Таблица №1—Перечень нормативно-технической документации
|
Обозначение |
Наименование |
|
1 |
2 |
|
ТУ 5534-025-00273643-97 |
Плиты древесно-стружечные, облицованные плёнками. Технические условия. |
|
Продолжение таблицы №1 |
|
|
1 |
2 |
|
ГОСТ 4598-86 |
Плиты древесноволокнистые. Технические условия. |
|
ГОСТ 8904-81 |
Плиты древесноволокнистые с лакокрасочным покрытием. Технические условия. |
|
ТУ 13-771-90 |
Материал кромочный на основе бумаг, пропитанных термореактивными полимерами. |
|
ТУ 5536-02600273643-98 |
Плиты древесноволокнистые средней плотности. Технические условия. |
|
ТУ 13-0260215-02-87, ГОСТ Р 52078-03 с изм. №1 |
Плита древесностружечная, облицованная плёнками на основе термореактивных полимеров. |
Клей «Клейберит» виниловый, водяной, готов к употреблению, для промышленного использования, влагостойкий и соответствует международным стандартам н.d3-en 204.
Область применения: предназначен для нанесения на панели из ДСП, ДВП, МДФ с холодным или горячим способом нанесения и прессования, с помощью мембранного пресса или методом высокого напряжения.
Условия применения:
· Температура клея и помещения -- +180С+200С
· Влажность поверхности плиты – 8—12%;
· Расход клея: 80 – 150гр/м2;
· Максимальное время выдержки (до пресса) при t=200С и влажности воздуха 65% с распределением клея 150гр/м2– 8минут;
· Давление на склеиваемые поверхности – 2-9кг/см2.
Минимальное время прессования:
· При склеивании массива 25-60мин.;
· При склеивании шпона +800С – 2-3мин.;
· При склеивании шпона +200С – 20-25мин.;
После прессования деталей материал становится водостойким по истечении 7дней.
ДСтП ламинированная, поступающая на предприятие, имеет формат 2440*1830*16мм или 2750*1830*16мм, категорию покрытия 1/1, марка П-А, 1сорт, класс эмиссии Е1, по ГОСТ 10632 – 2007.
Показатели качества плит должны соответствовать нормам, указанным в таблице №2.
Таблица № 2 – Показатели качества плит
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.