|
|
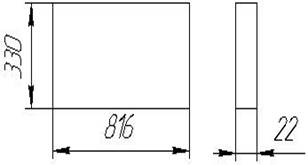
Наименование детали Дверь |
|||||||||
|
Число на изделие 2 |
||||||||||
|
Порода древесины мебельный щит из сосны |
||||||||||
|
Размеры детали в заготовке, мм Д 790 Ш 368 Т 22 |
||||||||||
|
Размеры детали в чистоте, мм Д 750 Ш 348 Т 22 |
||||||||||
|
Объем детали, м3 в чистоте в заготовке |
||||||||||
|
Наименование операции |
Размеры после обработки, мм |
Наименование |
Метод контроля (шаблон, калибр) |
Разряд работы |
Норма выработки в смену, шт |
Длительность, мин |
||||
|
длина |
ширина |
толщина |
Оборудования или рабочего места |
инструмента, приспособления |
на деталь |
на изделие |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Торцовка досок на черновые заготовки |
2 |
ЦКБ-40 |
||||||||
|
Продольный раскрой заготовок |
ЦДК5-4 |
|||||||||
|
Формирование прямоугольного сечения у заготовок |
Weinig |
|||||||||
|
Выборка дефектных мест |
ЦТР-05 |
|||||||||
|
Контроль качества |
РМ |
|||||||||
|
Сращивание заготовок по длине |
- |
- |
- |
PSK 4500 |
IV |
|||||
|
Обработка сращенных досок |
- |
- |
- |
Beaver 312 |
V |
|||||
|
Склеивание и прессование заготовок в щит |
814 |
330 |
22 |
Пресс ТН6, Веерная вайма ИУ-16 |
Клей |
V |
||||
|
Раскрой щита в размер |
814 |
330 |
22 |
Ц-6 |
Пила круглая |
линейка |
IV |
|||
|
Шлифование поверхности |
814 |
330 |
22 |
ШлПС-5 |
шкурка |
калибр |
III,IV |
|||
|
Контроль качества |
814 |
330 |
22 |
РМ |
Линейка, визуально |
VI |
||||
Маршрутная схема технологического процесса изготовления мебельных щитов представлена в таблице 12
2.6 Разработка схемы технологического процесса
2.6.1 Схема технологического процесса изготовления мебельных щитов
Схема технологического процесса изготовления мебельных щитов представлена на рисунке 2.
|
|
||||
|
|||||
![]()
![]()
 |
Рисунок 2 – Схема технологического процесса изготовления
мебельных щитов
2.6.2 Описание технологического процесса производства
Высушенные доски поступают из сушильной камеры в цех где на круглопильных станках ЦКБ-40 получают 2-х метровые заготовки. Затем эти двухметровые доски обрабатывают на многопильном круглопильном станке ЦДК 5-4 и получают нестроганые бруски длиной 2 метра с заданными размерами по сечению. Далее доски проходят обработку на четырехстороннем строгальном станке Weinig. Выторцовка дефектных мест производится на круглопильном станке ЦТР-05, получается бездефектный брусок (делянка) длиной 200-500мм. После сортировки бруски отправляются на сращивание по длине длиной 2000-2900мм на линии сращивания PSK 4500. Затем клееный брус фрезеруют на 4-х стороннем станке марки Beaver 312. После фрезерования бруски склеивают по ширине в мебельный щит. Эта операция осуществляется на прессе ТВЧ и веерной вайме ИУ-16. Далее щит проходит обработку на фуговальном СФ-7 и рейсмусовом СР-6 станках. Затем на круглопильных станках Ц-6 происходит раскрой щита на заданный размер. Далее щиты поступают на шлифовальный станок ШлПС-5 для удаления мелких неровностей и смоленых карманов. После операции шлифования щиты поступают на участок отделки и затем на сборочный участок.
2.7 Расчёт потребного количества оборудования
Расчёт потребного количества оборудования для технологических операций по изготовлению комплекта мебельных щитов производят отдельно для каждого наименования оборудования на годовую программу выпуска изделий по следующей методике:
1. Рассчитывается сменная производительность станка при выполнении соответствующих операций (Асм).
2. Рассчитывается потребное количество станко-часов, N, на годовую программу выпуска изделий.
Сменная производительность торцовочного станка ЦКБ-40 Асм, шт/см, определяется по формуле
![]() = Тсм
= Тсм ![]() ήд
ήд ![]() l/Тц
l/Тц![]() n,
n,
где Тсм – продолжительность смены,мин;
ήд – коэффициент использования рабочего времени, ήд =0,94;
l – длина щита, l =2,490м;
Тц – время цикла,с;
n – 1,2-1,5.
![]() = 480
= 480![]() 0,94
0,94![]() 2,490/5
2,490/5![]() 1,5=
187 шт/см
1,5=
187 шт/см
Сменная производительность многопильного круглопильного станка ЦДК 5-4 Асм, шт, определяется по формуле
![]() = (60
= (60![]() u
u![]() ήд
ήд![]() ήс
ήс![]() n
n![]() Тсм)/l,
(2)
Тсм)/l,
(2)
где u – скорость подачи, u =6м/мин;
ήд – коэффициент использования рабочего времени, ήд =0,8;
ήс – коэффициент использования станка, ήс = 0,8;
l – длина конвейера, 6м;
n – число делянок в заготовке, n = 4 шт.
![]() = (60
= (60![]() 6
6![]() 0,8
0,8![]() 0,8
0,8![]() 4
4![]() 8)/6
= 1228 шт/см
8)/6
= 1228 шт/см
Сменная производительность четырехстороннего станка Weining Асм, шт, определяется по формуле
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.