
3 Конструкторская часть
3.1 Назначение станка
Вайма веерная пневматическая марки ИУ-16 позволяет склеивать последовательно16 щитов с максимальными размерами 1800×700×70мм. Сжатие брусков в щитах производиться пневмокамерами. Давление склеиваемых брусков составляет 0,7МПа. Для предотвращения выпучивания щитов предусмотрены эксцентриковые боковые зажимы.
3.2 Техническая характеристика станка
Техническая характеристика станка представлена в таблице 20
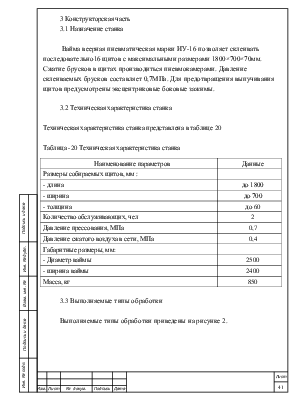
Таблица -20 Техническая характеристика станка
|
Наименование параметров |
Данные |
|
Размеры собираемых щитов, мм : |
|
|
- длина |
до 1800 |
|
- ширина |
до 700 |
|
- толщина |
до 60 |
|
Количество обслуживающих, чел |
2 |
|
Давление прессования, МПа |
0,7 |
|
Давление сжатого воздуха в сети, МПа |
0,4 |
|
Габаритные размеры, мм: |
|
|
- Диаметр ваймы |
2500 |
|
- ширина ваймы |
2400 |
|
Масса, кг |
850 |
3.3 Выполняемые типы обработки
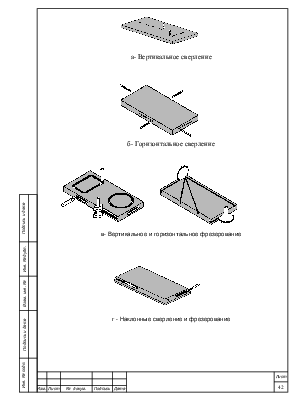
Выполняемые типы обработки приведены на рисунке 2.
а- Вертикальное сверление
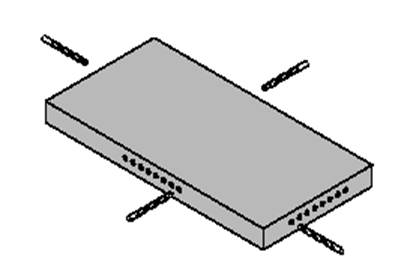
б- Горизонтальное сверление
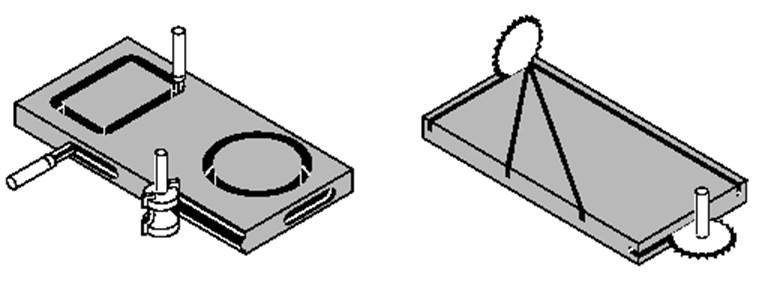
в- Вертикальное и горизонтальное фрезерование
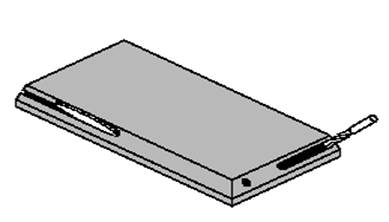
г - Наклонные сверление и фрезерование
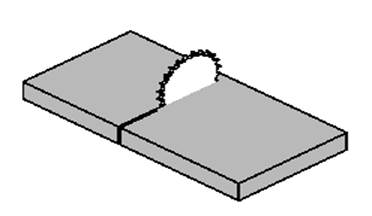
д- Раскрой
Рисунок 2- Типы обработки
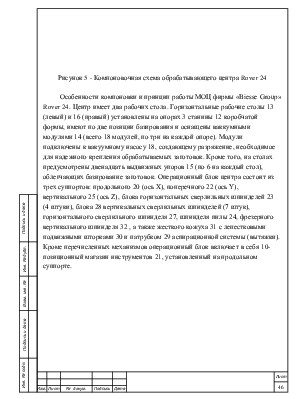
3.4 Рабочий стол
Основные части рабочего стола представлены на рисунке 3.
|
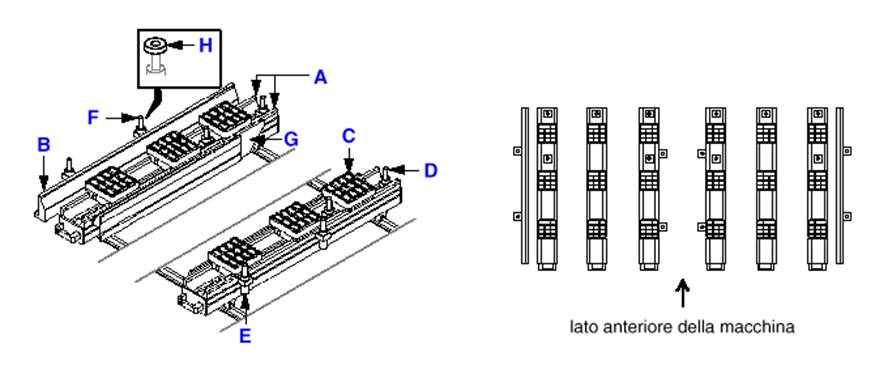
Рисунок 3 – Основные части рабочего стола
А - Подвижный суппорт панели; поставляет суппорт к панели и устройствам размещения и блокировки. Устанавливается вручную в направлении оси Х.
В - Зафиксированный суппорт панели; поставляет суппорт к панели и к своим устройствам размещения и блокировки.
С - Профильная присоска; применяется для опоры и блокировки панели. Устанавливается вручную в направлении оси У. При помощи резиновой прокладки пазы на поверхности профильной присоски позволяют изменить площадь вакуума. Существует два типа профильной присоски: стандартная и маленькая.
D - Задний упор; применяется как точка отсчета для размещения задней стороны панели.
Е - Центральный упор; применяется как точка отсчета для размещения правой или левой стороны панели (в зависимости от используемой стороны рабочей области).
F - Боковой упор; применяется как точка отсчета для размещения правой или левой стороны панели (в зависимости от используемой стороны рабочей области).
G – Реечный суппорт; автоматически поднимается во время разгрузки и загрузки для опоры детали, облегчая таким образом ее перемещение.
Н - Пластина для функционирования упора с зажимом; это устройство применяется в том случае, когда характеристики панели не позволяют выполнить прочную блокировку, используя только присоски. Устанавливается на верхнюю часть упоров.
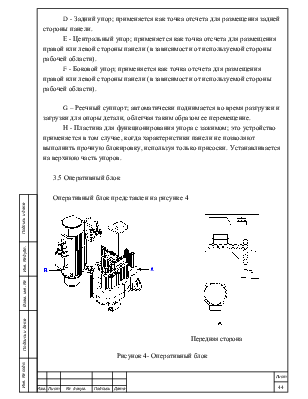
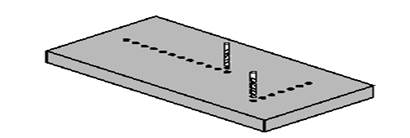
3.5 Оперативный блок
|
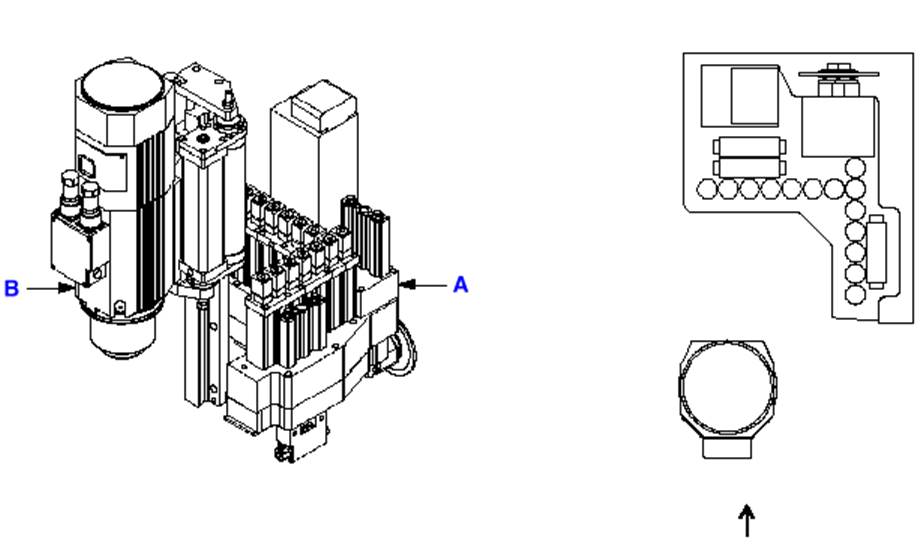
Рисунок 4- Оперативный блок
А - Сверлильная и фрезерная группа; Снабжена 14 шпинделями для вертикальных отверстий и 3 головками, каждая из которых состоит из 2 противоположных шпинделей для горизонтальных отверстий. Шпиндели для вертикальных отверстий необходимы для обработки верхней стороны панели. Из трех головок для горизонтальных отверстий, две применяются для обработки параллельных сторон панели на плоскости У - Z и одна для обработки параллельных сторон на плоскости Х - Z. Шпиндели и головки могут быть использованы по отдельности или в группе.
Кроме того, присутствует группа с циркулярной пилой для линейной фрезеровки в направлении по оси Х.
В – Электрошпиндель; в основном применяется для фрезерования. Мощность электрошпинделя 7,5 кВатт (10,2 л.с.) и соединение типа ISO 30 позволяют выполнение быстрой замены инструмента. Кроме того, электрошпиндель может автоматически заменить инструмент при помощи магазина инструментов. Электрошпиндель расположен на полозе, который позволяет ему опускаться в момент использования и снова подняться по окончанию операции.
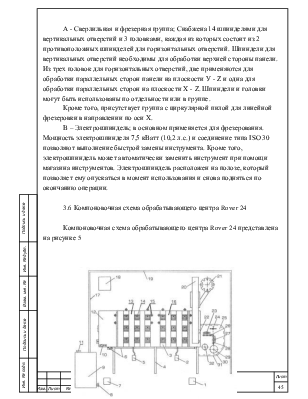
3.6 Компоновочная схема обрабатывающего центра Rover 24
Компоновочная схема обрабатывающего
центра Rover 24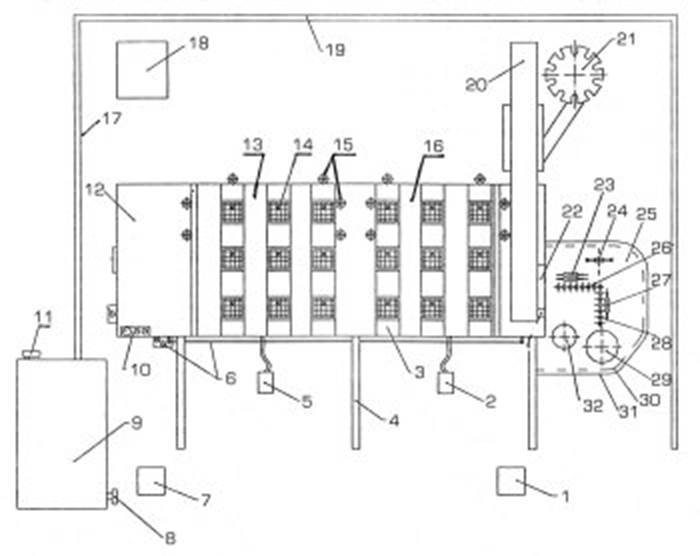 представлена на
рисунке 5
представлена на
рисунке 5
Рисунок 5 - Компоновочная схема обрабатывающего центра Rover 24
Особенности компоновки и принцип работы МОЦ фирмы «Biesse Group» Rover 24. Центр имеет два рабочих стола. Горизонтальные рабочие столы 13 (левый) и 16 (правый) установлены на опорах 3 станины 12 коробчатой формы, имеют по две позиции базирования и оснащены ваккумными модулями 14 (всего 18 модулей, по три на каждой опоре). Модули подключены к вакуумному насосу 18, создающему разряжение, необходимое для надежного крепления обрабатываемых заготовок. Кроме того, на столах предусмотрены двенадцать выдвижных упоров 15 (по 6 на каждый стол), облегчающих базирование заготовок. Операционный блок центра состоит из трех суппортов: продольного 20 (ось Х), поперечного 22 (ось Y), вертикального 25 (ось Z), блока горизонтальных сверлильных шпинделей 23 (4 штуки), блока 28 вертикальных сверлильных шпинделей (7 штук), горизонтального сверлильного шпинделя 27, шпинделя пилы 24, фрезерного вертикального шпинделя 32 , а также жесткого кожуха 31 с лепестковыми подвижными шторками 30 и патрубком 29 аспирационной системы (вытяжки). Кроме перечисленных механизмов операционный блок включает в себя 10-позиционный магазин инструментов 21, установленный на продольном суппорте.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.