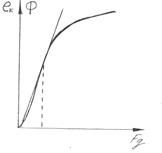
Проверка коммутации: оценка коммутации на стадии проектирования проводится по S ЭДС в коммутируемой секции Sе=еR+еB еR-реактив ЭДС, еB-ЭДС вращения.
![]() еB-обусловлена
поперечной р.я. действующей в зоне коммутации.
еB-обусловлена
поперечной р.я. действующей в зоне коммутации.
![]()
Sе=еR+еB£0.5В в ответственных машинах, £1.5…2.0В.
Ширина зоны коммутации – это пространство в меж полюсном окне в котором должна находится коммутируемая секция.
 В
микромашинах и машинах небольшой мощности оценка качества коммутации по выше
записанной формулам если нет доп. полюсов. При использовании доп. полюсов
обмотка добавочных полюса спроектирована таким образом чтобы ЭДС ек
по величине была несколько больше реактивной ЭДС, в этом случае коммутация
будет несколько ускоренной при которой плотность тока под щеткой будет больше
под сбегающим краем а, под набегающим.
В
микромашинах и машинах небольшой мощности оценка качества коммутации по выше
записанной формулам если нет доп. полюсов. При использовании доп. полюсов
обмотка добавочных полюса спроектирована таким образом чтобы ЭДС ек
по величине была несколько больше реактивной ЭДС, в этом случае коммутация
будет несколько ускоренной при которой плотность тока под щеткой будет больше
под сбегающим краем а, под набегающим.
![]()
15. Воздушный зазор СМ, его влияние на энергетические показатели. Синхронное индуктивное сопротивление по продольной оси.
При небольших воздушных зазорах возрастает Xad, ¯перегрузочная способность S=Ммах/Mном, уменьшается постоянная времени нагревания, при этом ¯Iкз. Приd эти факторы оказывают противоположное влияние, ноМДС ОВ - Wв, - размеры полюсов - ¯КПД, ухудшается тепловой режим, но при этом ¯ МДС якоря – - р.я. снижается.
Kad=0.8…0.86
1)Кmо=1.4…1.8 – коэфф насыщения магнитной цепи стальное ярмо ненасыщенной машины. При стыке между полюсами и ярмом 1.2…1.3.
2) Кmо=1.08…1.4 – при чугунном ярме, при стыке 1,8…4.5
Вd0=0.95 Вd - индукция при х.х и Uном.
С целью улучшения формы кривой магнитного поля dm/d=1.5
16. Улучшение коммутации. Дополнительные полюса, особенности расчета.
В машинах дополнительные полюса могут выполнятся как из цельной паковки так и шихтованными с толщиной листа от 0,5-1мм.
Обычно при высоте оси вращения до 132мм дополнительный полюс шихтуется в направлении под углом 90 по отношению к шихтовке главного полюса.
 Для регулирования в.з. под
дополнительными полюсами между станиной и добавочным полюсом устанавливаются
регулирующие прокладки общая толщина которой составляет 50% от величины в.з.
Для регулирования в.з. под
дополнительными полюсами между станиной и добавочным полюсом устанавливаются
регулирующие прокладки общая толщина которой составляет 50% от величины в.з. ![]()
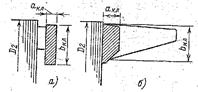
Ширина добавочного полюса bq может быть предварительно выбрана из справочного материала.
Ширина полюсного наконечника.
H£132мм длинна полюсного наконечника на 5-10мм больше самой длинны полюса.
![]()
В микромашинах улучшение коммутации достигается за счет
¯ eR eB.
![]()
На стадии проектирования уменьшается А, или выбирается щетка с большим удельным сопротивлением под сбегающим краем. Сдвиг щетки с нейтрали.
 Если
дополнительный полюс имеет не насыщенную магнитную систему то при увеличении
нагрузки якоря, а следовательно реактивной ЭДС, ЭДС индук. обмотки
дополнительного полюса возрастает на туже величину что и реактивная ЭДС.
Если
дополнительный полюс имеет не насыщенную магнитную систему то при увеличении
нагрузки якоря, а следовательно реактивной ЭДС, ЭДС индук. обмотки
дополнительного полюса возрастает на туже величину что и реактивная ЭДС.![]()
После размещения обмотки на полюсе определяется средняя длинна витка.
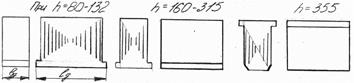
10. Форма паза ротора АМ. Обмотка. Влияние открытия паза на энергетические показатели.
Наиболее распространенные формы паза АМ.
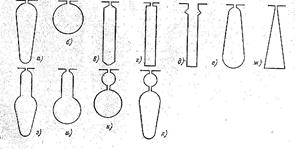
В к.з. роторах с h=280-355мм выполняются закрытые пазы при 2р³4 выполняются пазы трапециидальной формы сужающиеся к верху (рис.е), при 2р=2 выполняются лопаточные пазы (рис з).
С высотой оси вращения h£250мм выполняются пазы грушевидной формы (рис а), в эл. машинах с h<160мм – пазы имеют узкую прорезь, а в эл. машинах с h=160-250мм выполняются грушевидные закрытые пазы.
Для улучшения пусковых характеристик выполняются пазы более глубокими и узкими т.к. эффект вытеснения тока возрастает с увеличением высоты стержня и уменьшением ширины (рис в,г).
Для улучшения пусковых характеристик выполняются пазы с двойной беличьей клеткой. Обычно для пусковой клетки применяется латунь, а для рабочей клетки медь. Так же к.з. обмотка может выполнятся и из-за алюминия.
Для алюминия для IP44 Jс=(2,5-3,5)106 А/м2, для IP23 на10-15% выше. Для медных стержней Jс=(4-8)106 А/м2.
![]()
Плотность тока в замыкающих кольцах Jкл выбирается в среднем на 15-20% меньше, чем в стержнях.
![]()
а- со сварной обмоткой б- с литой.
bкл= (1,1-1,25)hП2
В машинах с фазным ротором на роторе применяются всыпные или катушечные обмотки и стержневые. Фазные обмотки роторов АМ выполняются одно- и двухслойными. В зависимости от мощности и напряжения применяют петлевые и волновые обмотки. Если до 15кВт и h<160мм – однослойная обмотка, если свыше 15кВт и h<160мм – обычно тоже принимается однослойная обмотка, если свыше 15кВт и h>160мм – 2х слойная петлевая с укороченным шагом.
Всыпные обмотки – петлевые трехфазные двухслойные обмотки с укороченным шагом, укладываются в пазы трапецеидальной – овальной формы. Обмотки изготавливаются из круглого медного провода. Катушечные обмотки в АМ выполняются: мягкие из круглого медного или алюминиевого провода, жесткие катушки изготовляются из прямоугольного изолированного провода. Стержневые обмотки – двухслойные волновые обмотки состоящие из стержней прямоугольной меди, укладываются в полузакрытые пазы. Стержневые обмотки применяются в машинах средней и большой мощности при напряжении на контактных кольцах до 500В.
Открытие паза приводит к увеличению Im®¯cosj®¯Мэл.маг.®пульсационные и поверхностные потери.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.