










Курсовая работа по ТМС
Выполнил: студент ВМТ-32 Мирошников П.В.
Проверил: Таран В.М.
Саратов 2001
1. Разработать технологический процесс обработки шеек коленчатого вала.
2. Выполнить статистический расчёт точности обработки шеек вала. По результатам расчёта проверить необходимость подналадки токарного станка.
3. Номер варианта для выполнения расчётов по заданию №10.
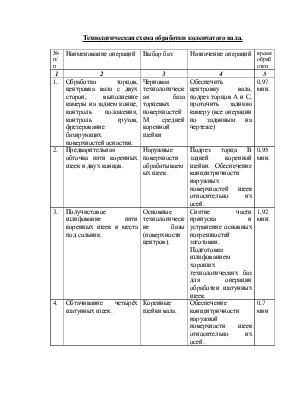
Технологическая схема обработки коленчатого вала.
|
№ п/п |
Наименование операций |
Выбор баз |
Назначение операций |
время обработки |
|
1 |
2 |
3 |
4 |
5 |
|
1. |
Обработка торцов, центровка вала с двух сторон, выполнение камеры на заднем конце, контроль положения, контроль грузов, фрезерование базирующих поверхностей оснастки. |
Черновая технологическая база торцевых поверхностей М средней коренной шейки |
Обеспечить центровку вала, подрез торцов А и С, проточить заднюю камеру (все операции по заданным на чертеже) |
0,97 мин. |
|
2. |
Предварительная обточка пяти коренных шеек и двух концов. |
Наружные поверхности обрабатываемых шеек. |
Подрез торца В задней коренной шейки. Обеспечение концентричности наружных поверхностей шеек относительно их осей. |
0,95 мин. |
|
3. |
Получистовое шлифование пяти коренных шеек и места под сальник. |
Основные технологические базы (поверхности центров). |
Снятие части припуска и устранение основных погрешностей заготовки. Подготовка шлифованием хороших технологических баз для операции обработки шатунных шеек. |
1,92 мин. |
|
4. |
Обтачивание четырёх шатунных шеек. |
Коренные шейки вала. |
Обеспечение концентричности наружной поверхности шеек относительно их осей. |
0,7 мин |
|
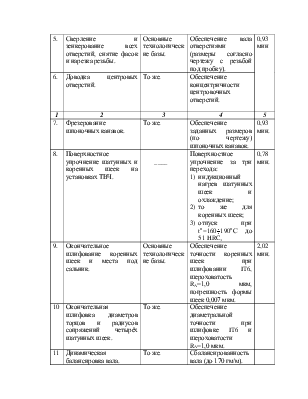
5. |
Сверление и зенкерование всех отверстий, снятие фасок и нарезка резьбы. |
Основные технологические базы. |
Обеспечение вала отверстиями (размеры согласно чертежу с резьбой под пробку). |
0,93 мин |
|
6. |
Доводка центровых отверстий. |
То же. |
Обеспечение концентричности центровочных отверстий. |
|
|
1 |
2 |
3 |
4 |
5 |
|
7. |
Фрезерование шпоночных канавок. |
То же. |
Обеспечение заданных размеров (по чертежу) шпоночных канавок. |
0,93 мин. |
|
8. |
Поверхностное упрочнение шатунных и коренных шеек на установках ТВЧ. |
____ |
Поверхностное упрочнение за три перехода: 1) индукционный нагрев шатунных шеек и охлаждение; 2) то же для коренных шеек; 3) отпуск при t°=160¸190°С до 51 HRCэ |
0,78 мин. |
|
9. |
Окончательное шлифование коренных шеек и места под сальник. |
Основные технологические базы. |
Обеспечение точности коренных шеек при шлифовании IT6, шероховатость RА=1,0 мкм, погрешность формы шеек 0,007 мкм. |
2,02 мин. |
|
10 |
Окончательная шлифовка диаметров торцов и радиусов сопряжений четырёх шатунных шеек. |
То же. |
Обеспечение диаметральной точности при шлифовке IT6 и шероховатости RА=1,0 мкм. |
|
|
11 |
Динамическая балансировка вала. |
То же. |
Сбалансированность вала (до 170 гм/м). |
|
|
12 |
Правка коленчатого вала. |
То же. |
Правка (допустимое биение 0,02 мм). |
0,7 мин. |
|
13 |
Полирование коренных и шатунных шеек и места под сальники. |
То же. |
Полирование до шероховатостей RА=0,32 мкм. |
0,97 мин. |
|
14 |
Промывка коленчатого вала и обдувка его горячим воздухом. |
____ |
Промыть и высушить. |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.