![]()
![]() Н4
Н4
А2
А3
А4
![]() В1
В1
В2
В3
В4
В5
В6
Мал.1.
Схеми технологічних розмірних ланцюгів.
В1 ![]()
![]()
![]()
![]()
![]()
![]() А2
А2
Z3
 |
|||
![]() В3
В3 ![]()
![]()
А3 ![]()
![]()
![]() В3 Z4 H2
В3 Z4 H2
В1 ![]()
![]()
![]()
![]()
![]()
![]()
Z3 А4
![]()
![]()
![]()
В3
В2 ![]()
![]() В1
В1
H4 ![]()
![]()
![]()
![]()
![]()
![]() В4
В4
В2Z5![]() А2
А2
H3![]()
![]()
![]()
![]()
![]() А1 А2
А1 А2
![]()
Z2А2![]()
![]()
![]() В5
В5
В5Z6![]()
![]()
![]()
![]()
![]() H1
H1
![]()
![]()
![]()
В6![]()
![]()
![]() Z1В6
Z1В6
Мал. 2.
2.12. Розрахунок режимів різання та нормування операцій.
Токарна
операція: поверхня 14 (Ø![]() )
)
Чорнове точіння.
Глибина різання (t) під час чорнового точіння приймається рівною припуску на обробку:
Подача S: приймаємо максимально допустиму по потужності обладнання, жорсткості системи СПІД, міцності різального інструменту та міцності державки.
Рекомендована подача при чорновому зовнішньому точінні S=0.5 мм/об [1, т. 2, стор. 226], розмір державки від 16×25 до 25×25 мм, різець токарний прохідний упорний відігнутий з кутом в плані 90° ГОСТ 18879-73 правий ВК8 (h=25мм, В=16мм, L=140мм, R=1.0мм).
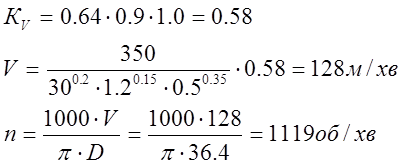
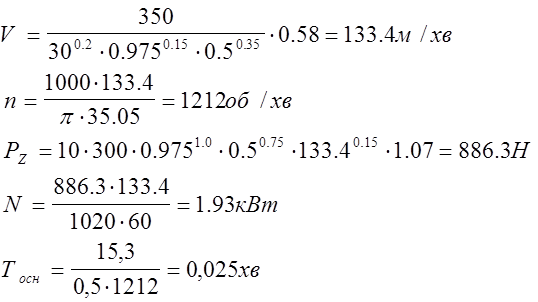
Швидкість різання при зовнішньому поздовжньому та поперечному точінні розраховується по формулі:
 , де
, де
Т=30хв - період стійкості інструмента;
CV=350; х=0,15; Y=0,35; m=0,2.
![]()
KNV=0.9; KUV=1.0
Сила
різання: ![]()
Сp=300; x=1.0; Y=0.75; n=-0.15
Kφp=0.98; Kγp=1.1; Kλp=1.0; Krp=0.93

Потужність різання:

Час на обробку:

Підрізання торця:
t=Z6=0.975мм; S=0.5 мм/об
Свердління:
Поверхня 30 (Ø8+0,22)
Свердло ГОСТ 10902-77
Глибина
свердління дорівнює половині діаметра свердла  .
.
Подачу
вибираємо максимально допустиму без обмежень з поправкою на глибину свердлення ![]() .
.
Швидкість різання:
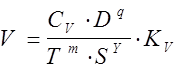 , де
, де
Т=25хв
CV=35; q=0,5; Y=0,45; m=0,12.
![]()
Klv=0.7; KUV=0.3
Поверхня 28 (Ø13+0,043) - розсвердлювання.
Свердло ГОСТ 10902-77
t=2.5мм
Шліфування:
Поверхня
3 (Ø![]() )
)
Шліфування поводимо кругом 420×40×80 16 25-ПС С27 КПГ 35м/с А
Швидкість круга - 35м/с
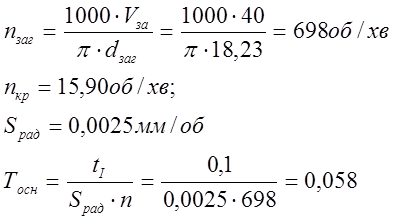
І етап - попереднє шліфування Vзаг=40м/хв.
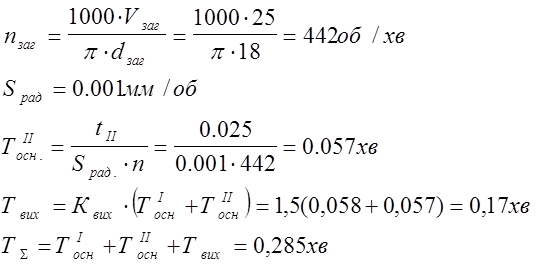
ІІ етап - остаточне шліфування Vзаг=25м/хв.
Обробку поверхні 12 ведемо за тими ж параметрами.
Фрезерування: поверхня 32 і 33.
Фрезерування проводиться блоком з двох фрез: фрези дискові тристоронні ГОСТ 3755-78; Р6М5; D=50мм; В=10мм; Т=120хв; Z=14 [1, т.2. стор. 181].
Подача на зуб SZ=0.06 [1, т.2, стор. 284].
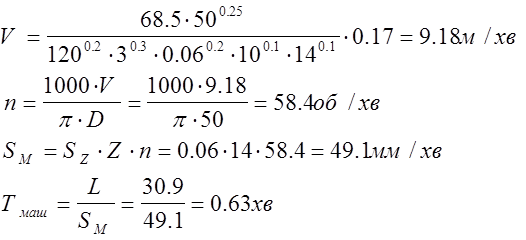
Швидкість різання:
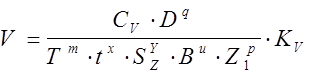 , де
, де
CV=68,5; u=0.1; p=0.1; p=0.1; q=0.25; х=0.3; Y=0.2; m=0,2.

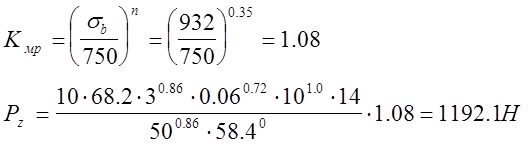
Сила
різання: 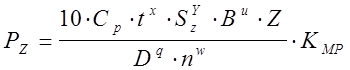 ;
;
Сp=68.2; x=0.86; Y=0.72; u=1.0; q=0.86; w=0
Потужність різання:

Розрахуємо машинний час для решти операцій.
20 Токарна
1. Підрізати торець.
V=70м/хв.; S=0.5мм/об;
2. Точити Ø18,6 (3 проходи):
V=105м/хв.; S=0.4мм/об;

30 Токарна
Точити поверхню Ø18,1
V=120м/хв.; S=0.15мм/об;
50 Токарна
1. Точити поверхню Ø34,28
V=120м/хв.; S=0.15мм/об;
2. Точити поверхню Ø18,16 (3 проходи: 2 чорнових, 1 чистовий).
2.1. Чорнове точіння:
V=105м/хв.; S=0.4мм/об;

2.1. Чистове точіння:
V=120м/хв.; S=0.15мм/об;
70 Фрезерна
Фрезерувати площину1:
Sм=150мм/хв;
![]()
90 Фрезерна
Фрезерувати площину 24, 25, 26:
Sм=150мм/хв;
![]()
100 Свердлильна
Свердлити отвір 10:
V=22.4м/хв; S=0.25мм/об
![]()
110 Фрезерна
Фрезерувати зубці:
SM=150мм/хв
120 Фрезерна ( те ж саме, що й попередня).
140 Шліфувальна
Шліфувати поверхню 8:
V=30м/хв.; t=0.008мм/пов.хід;
![]()
150 Шліфувальна (те ж саме, що й попередня).
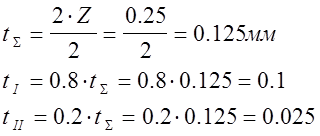
160 Шліфувальна
1. Шліфувати поверхню 14:
V=30м/хв.; t=0.008мм/пов.хід;
![]()
2. Шліфувати поверхню 15:
![]()
3. Шліфувати поверхню 18:

170 Токарна
Точити канавку 17:
V=40м/хв.; S=0.1мм/об;
![]()
180 Токарна
1. Розточити поверхню 30:
V=63,4м/хв.; S=0.36мм/об;
2. Розточити поверхню 29:
V=50м/хв.; S=0.36мм/об;
3. Розточити поверхню 28:
V=50м/хв.; S=0.36мм/об;
190 Токарна
Розточити поверхню 28:
V=150м/хв.; S=0.01мм/об;

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.