|
Показания эталонного
расходомера, |
Показания расходомера при заданных температурах,
|
||||||||||||||||||||||||||||||||
|
-5 |
+20 |
+40 |
+80 |
||||||||||||||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
Абс.погр |
СКО |
1 |
2 |
3 |
4 |
5 |
6 |
Абс.погр |
СКО |
1 |
2 |
3 |
4 |
5 |
6 |
Абс.погр |
СКО |
1 |
2 |
3 |
4 |
5 |
6 |
Абс.погр |
С К О |
||
|
50 |
|||||||||||||||||||||||||||||||||
|
100 |
|||||||||||||||||||||||||||||||||
|
150 |
|||||||||||||||||||||||||||||||||
|
200 |
|||||||||||||||||||||||||||||||||
|
250 |
|||||||||||||||||||||||||||||||||
|
300 |
|||||||||||||||||||||||||||||||||
|
350 |
|||||||||||||||||||||||||||||||||
|
400 |
|||||||||||||||||||||||||||||||||
|
450 |
|||||||||||||||||||||||||||||||||
|
500 |
|||||||||||||||||||||||||||||||||
6.4.3 Заключение о прохождении контроля изделия:
– заполнить протокол о прохождении контроля;
– выключить климатическую камеру тепла, холода и влажности ″Фейтрон″ типа 3101;
– отсоединить и выключить ЭВМ
– разобрать установку;
– привести в порядок рабочее место.
6.5 Определение нормы времени каждого перехода
Таблица 6.5.1 Определение Топ для каждого перехода
|
№ перехода |
Название перехода |
T, мин |
|
1. |
Подготовка |
|
|
1.1 |
Собрать установку согласно рис 3.4. |
20 |
|
2. |
Контроль |
|
|
2.1 |
Проверить внешний вид собранной установки |
10 |
|
2.2 |
Включить в сеть климатическую камеру тепла, холода и влажности ″Фейтрон″ типа 3101 и дать прогреться |
5 |
|
2.3 |
Настроить приборы: климатическую камеру тепла, холода и влажности ″Фейтрон″ типа 3101, цифровой измеритель порционного расхода жидкости, трубопоршневую установку для задания порций расхода жидкости |
5 |
|
2.4 |
Подключить к установке ЭВМ |
10 |
|
2.5 |
Поместить измеритель расхода в камеру тепла и холода |
5 |
|
2.6 |
Установить значение температуры |
2 |
|
2.7 |
Выдержать при этой температуре |
30 |
|
2.8 |
С помощью трубопоршневой установки произвести измерения в 10 точках диапазона измерения расхода, считать данные с табло и занести значения в таблицу |
10 |
|
2.9 |
Установить другое значение температуры |
5 |
|
2.10 |
Выдержать при этой температуре |
30 |
|
2.11 |
Снять показания расходомера |
5 |
|
2.12 |
Вынуть измеритель расхода из камеры |
3 |
|
2.13 |
Произвести контроль температурной погрешности |
15 |
|
3. |
Заключение |
10 |
|
3.1 |
Заполнить протокол |
3 |
|
3.2 |
Выключить все приборы |
5 |
|
3.3 |
Разобрать установку |
15 |
|
3.4 |
Привести в порядок рабочее место |
5 |
|
Топ ав =193 |
Определение операции по трудоёмкости в зависимости от числа изделий.
Для расчета нам необходимы исходные данные:
Топ ав.= 193 мин; Топ р.= 265 мин.
 ;
;
Тшт.р= =265·1,2·(1+(7,6+5)/100)=318,12
(мин.);
=265·1,2·(1+(7,6+5)/100)=318,12
(мин.);
Тшт.ав= =193·1,2·(1+(7,6+5)/100)=260,78
(мин.);
=193·1,2·(1+(7,6+5)/100)=260,78
(мин.);
где К – поправочный коэффициент, учитывающий группу
сложности и вид производства; для средней группы сложности и серийного
производства
К = 1,2;
К1 – подготовительно-заключительное время,
время обслуживания рабочего места, и личные потребности, процент от
оперативного времени,
К1 = 7,6;
К2 – время на отдых, процент от оперативного времени, К2 = 5.
Определим подготовительно-заключительное время Тпз по нормативам:
Тпз.р= k1·Топ.р·n=0,025·318,12=7,953 (мин.)
Тпз.ав=k1·Топ.ав·n+k2=0,025·260,78+240=246,51 (мин.)
k1– подготовительно - заключительное время на партию изделий, процент от оперативного времени;
k1=0,025;
k2– время на разработку программного обеспечения и настройки ЭВМ;
k2=240.
Построим графики по двум зависимостям штучно - калькуляционного времени ТШ-Кл на сборку партии изделий от количества изделий в партии:
![]()
Тшт-к р=Тшт р.·n+ Тпз р =318,12.·n +7,953
Тшт-к ав=Тшт ав.·n+ Тпз ав= 260,78.·n +246,51
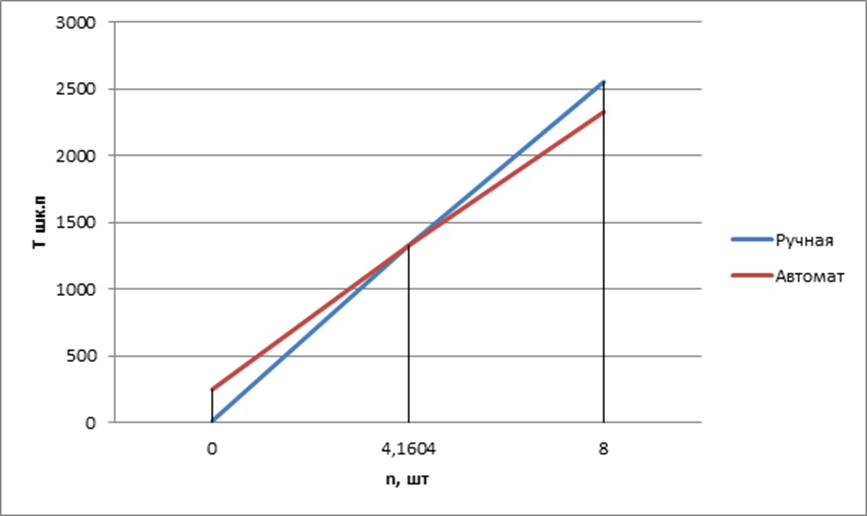
Рисунок 5.1 – График определения оптимального варианта механизации и автоматизации операции контроля дополнительной погрешности
Менее трудоемким будет вариант на базе ЭВМ (автоматизированным способом), поскольку в нем штучно-калькуляционное время выполнения операции будет меньшим и n > nкр =4,1604
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.