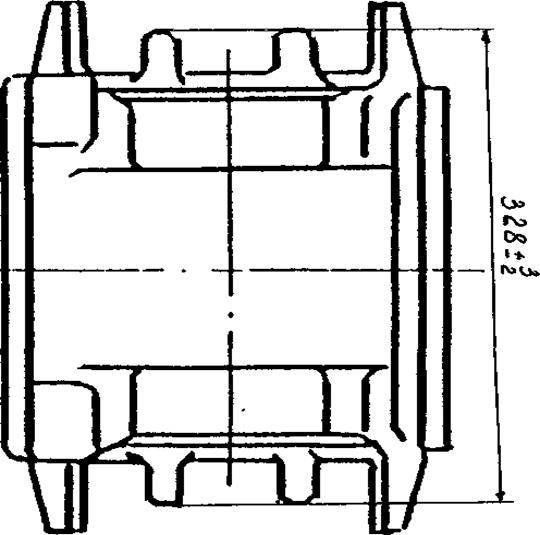
Рисунок 3.3 корпус буксы грузового вагона
3.5 Требования безопасности
Работы по восстановлению направляющих рёбер корпусов букс методом сварки должны проводиться с соблюдением требований ГОСТ 12.3.003-75. «Работы электросварочные, требования безопасности».
К работе по восстановлению направляющих рёбер корпусов букс методом сварки допускаются лица, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие допуск для работы на кран-балке.
При работе по восстановлению направляющих рёбер корпусов букс методом сварки работники должны руководствоваться инструкциями по охране труда: ТБ 01. 05 90 и Инструкцией по безопасному ведению работ для стропальщиков.
3.6 Оборудование
Изготовление планок для восстановления направляющих рёбер корпусов букс осуществляется в кузнечном и механическом отделениях. Для разделки листового металла на планки соответствующего размера используют ножницы кривошипные листовые модели НД – 3318. Ножницы предназначены для резки листового металла. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа; продольная резка производится рядом повторных резцов при продвижении листа вдоль ширины реза. При этом длина листа может быть неограниченной, а ширина отрезаемой полосы определяется величиной вылета станины.
Таблица 3.2 – Техническая характеристика ножниц
|
Наименование показателя |
Единицы измерения |
Величина показателя |
|
1 |
2 |
3 |
|
Наибольшая толщина разрезаемых листов |
мм |
6,3 |
|
Наибольшая ширина разрезаемых листов |
мм |
2000 |
|
Число ходов ножа |
Ход/мин. |
50 |
|
Угол наклона подвижного ножа |
Градус |
1º30´ |
|
Ход ножа |
мм |
74 |
|
Расстояние между стойками в свету |
мм |
2270 |
|
Размер стола |
мм |
2350×500 |
|
Расстояние от верхней кромки неподвижного ножа до уровня пола |
мм |
900 |
|
Усилие прижима |
кг |
940 |
|
Наибольшая длина отрезаемой полосы по заднему упору |
мм |
500 |
Продолжение таблицы 3.2
|
1 |
2 |
3 |
|
Электродвигатель главного привода: Тип Мощность Скорость вращения |
кВт об./мин. |
АОС2-51-4 9,4 1350 |
|
Установленная мощность |
кВт |
9,4 |
|
Габаритные размеры |
мм |
3225×2120 |
|
Высота ножниц над уровнем пола |
мм |
1550 |
|
Вес ножниц |
кг |
4810 |
После разделки листового металла на планки необходимых размеров производится рассверловка отверстий под электрозаклёпки в механическом отделении на настольно-сверлильном станке модели 2М112. Настольно-сверлильный вертикальный станок модели 2М112 предназначен для сверления отверстий диаметром не более 12 мм.
Техническая характеристика настольно-сверлильного вертикального станка модели 2М112 представлена в таблице 3.3
Таблица 3.3 – Техническая характеристика настольно-сверлильного станка модели 2М112
|
Наименование показателей |
Единицы измерений |
Величина показателя |
|
1 |
2 |
3 |
|
Число шпинделей |
- |
1 |
|
Наибольший диаметр сверления |
мм |
12 |
|
Вылет шпинделя |
мм |
180 |
|
Наружный диаметр шпинделя |
мм |
17,81 |
|
Расстояние от нижнего конца шпинделя до плиты: наименьшее наибольшее |
мм |
20 400 |
Продолжение таблицы 3.3
|
1 |
2 |
3 |
|
Конус шпинделя |
- |
Морзе №2В |
|
Число скоростей шпинделя |
- |
5 |
|
Наибольшее перемещение шпинделя |
мм |
100 |
|
Длина линейки для измерения глубины сверления с ценой деления 1 мм. |
мм |
100 |
|
Наибольшее вертикальное перемещение бабки шпинделя |
мм |
300 |
|
Ремень главного привода: Тип длина |
мм |
Клиновой А 1180 |
|
Электродвигатель шпинделя: Число оборотов мощность |
об./мин. кВт |
1370 0,55 |
|
Рабочая поверхность плиты |
мм |
250×250 |
|
Габаритные размеры |
мм |
730×355×820 |
|
Вес |
кг |
120 |
Для выполнения сварочных работ используется сварочный выпрямитель ВС – 300, который предназначен для питания сварочной цепи постоянным током. Выпрямитель ВС – 300 состоит из понижающего трёхфазного трансформатора, выпрямительного блока с вентилятором, стабилизирующего дросселя постоянного тока и аппаратуры управления, собранных в одном корпусе. Сварочный выпрямитель ВС – 300 имеет три ступени регулирования тока и восемь диапазонов плавного регулирования в пределах каждой ступени. Внешняя характеристика жёсткая. Изготовитель – предприятие «Союзэнергоавтоматика», город Киев.
Таблица 3.4 – Техническая характеристика сварочного выпрямителя ВС – 300.
|
Наименование показателей |
Единицы измерений |
Величина показателей |
|
Напряжение питающей сети |
В |
380 |
|
Напряжение холостого хода |
В |
20 - 40 |
|
Номинальное рабочее напряжение |
В |
30 |
|
Номинальный сварочный ток |
А |
300 |
|
Число ступеней регулирования напряжения |
- |
24 |
|
Потребляемая мощность |
кВ.А |
8,4 |
|
Режим работы (ПР) |
% |
65 |
|
1 |
2 |
3 |
|
К.П.Д. |
- |
0,70 |
|
Коэффициент мощности |
Cos φ |
0,90 |
|
Габаритные размеры: длина ширина высота |
мм |
720 560 965 |
|
Масса |
кг |
250 |
Технологическая инструкция на восстановление трущихся поверхностей направляющих рёбер корпусов роликовых букс грузовых вагонов разработана на Октябрьской железной дороге и утверждена ЦВ МПС в1996 году.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.