3.4 Влияние увеличения вагонопотока на технологический процесс ПТО.
За последние годы значительно вырос вагонопоток на ПТО Тула, как видно из приведенных ниже показателей за последние пять лет:
- 2002 год – 1 284 567
- 2003 год – 1 301 026
- 2004 год – 1 326 180
- 2005 год – 1 468 903
- 2006 год – 1 714 182
Увеличившийся вагонопоток сократил время приходящееся на техническое обслуживание и работу цеха движения, что вызвало необходимость внести некоторые изменения в технологический процесс станции и ПТО, в связи с этим увеличилось количество отцепляемых вагонов и увеличилась нагрузка на отцепочный и безотцепочный ремонт вагонов.
Предложения по устранению несоответствий рассмотрены в разделе 4.
4.1 Анализ работ с вагонами, проходящими техническое обслуживание на пункте технического обслуживания вагонов
Пункт технического обслуживания (ПТО) вагонов ст. Тула организован для выявления и устранения технических неисправностей вагонов, угрожающих безопасности движения поездов, опробования автотормозов, осмотра вагонов на годность под грузовые операции и контроля за сохранностью вагонного парка ,с целью обеспечения сохранности перевозимых грузов, графика движения поездов и безопасного их проследования по гарантийным участкам, а также для выполнения безотцепочного и текущего отцепочного ремонта вагонов, отцепляемых от поездов для устранения неисправностей на специально выделенные пути станции.
В парке прибытия производится контрольно-технический осмотр вагонов в прибывающих для расформирования (в разборку) поездах со всех направлений с целью выявления неисправностей требующих безотцепочного и текущего отцепочного ремонта вагонов, осмотр вагонов на их годность под грузовые операции (по предъявлению работников станции), а также для выполнения ремонтных работ в необходимом для расформирования состава объеме. Обслуживание всех прибывших поездов производится в полном объеме (с пролазкой).
В парке формирования (сортировочном) производится контроль технического состояния вагонов с целью выявления повреждений, полученных в процессе формирования составов и предотвращения пропуска таких вагонов в парк отправления. На 57-58 специализированных ремонтных путях этого парка также производится устранение неисправностей вагонов, не требующих отцепочного ремонта и выполнение работ по подготовке вагонов под грузовые операции.
В парке отправления производится техническое обслуживание вагонов в составах сформированных и транзитных поездов, опробование автотормозов. Обслуживание транзитных и сформированных поездов производится в полном объеме (с пролазкой).
Периодичность поступления вагонов на ПТО для технического обслуживания, количественное соотношение различных типов вагонов, наименование дефектов, которые приходится устранять, их количественное соотношение, а также анализ других показателей работы отражен в 3 разделе настоящей записки.
Устранение выявленных в ходе технического обслуживания вагонов неисправностей производится путем их замены на новые либо отремонтированные (восстановленные) в вагонном депо. Если же возможно восстановление работоспособности какого-либо узла или детали без необходимости их замены (устранение утечек воздуха, регулировка рычажной передачи и др.), то такие работы производятся прямо на путях парка отправления или специализированных ремонтных путях, расположенных в сортировочном парке.
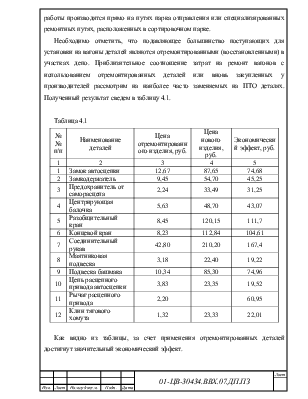
Необходимо отметить, что подавляющее большинство поступающих для установки на вагоны деталей являются отремонтированными (восстановленными) в участках депо. Приблизительное соотношение затрат на ремонт вагонов с использованием отремонтированных деталей или вновь закупленных у производителей рассмотрим на наиболее часто заменяемых на ПТО деталях. Полученный результат сведем в таблицу 4.1.
|
№№ п/п |
Наименование деталей |
Цена отремонтированного изделия, руб. |
Цена нового изделия, руб. |
Экономический эффект, руб. |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Замок автосцепки |
12,67 |
87,65 |
74,68 |
|
2 |
Замкодержатель |
9,45 |
54,70 |
45,25 |
|
3 |
Предохранитель от саморасцепа |
2,24 |
33,49 |
31,25 |
|
4 |
Центрирующая балочка |
5,63 |
48,70 |
43,07 |
|
5 |
Разобщительный кран |
8,45 |
120,15 |
111,7 |
|
6 |
Концевой кран |
8,23 |
112,84 |
104,61 |
|
7 |
Соединительный рукав |
42,80 |
210,20 |
167,4 |
|
8 |
Маятниковая подвеска |
3,18 |
22,40 |
19,22 |
|
9 |
Подвеска башмака |
10,34 |
85,30 |
74,96 |
|
10 |
Цепь расцепного привода автосцепки |
3,83 |
23,35 |
19,52 |
|
11 |
Рычаг расцепного привода |
2,20 |
60,95 |
|
|
12 |
Клин тягового хомута |
1,32 |
23,33 |
22,01 |
Как видно из таблицы, за счет применения отремонтированных деталей достигнут значительный экономический эффект.
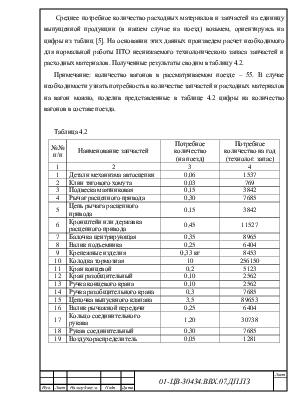
Среднее потребное количество расходных материалов и запчастей на единицу выпущенной продукции (в нашем случае на поезд) возьмем, ориентируясь на цифры из таблиц [5]. На основании этих данных произведем расчет необходимого для нормальной работы ПТО неснижаемого технологического запаса запчастей и расходных материалов. Полученные результаты сводим в таблицу 4.2.
Примечание: количество вагонов в рассматриваемом поезде – 55. В случае необходимости узнать потребность в количестве запчастей и расходных материалов на вагон можно, поделив представленные в таблице 4.2 цифры на количество вагонов в составе поезда.
Таблица 4.2
|
№№ п/п |
Наименование запчастей |
Потребное количество (на поезд) |
Потребное количество на год (технолог. запас) |
|
1 |
2 |
3 |
4 |
1 |
Детали механизма автосцепки |
0,06 |
1537 |
|
2 |
Клин тягового хомута |
0,03 |
769 |
|
3 |
Подвеска маятниковая |
0,15 |
3842 |
|
4 |
Рычаг расцепного привода |
0,30 |
7685 |
|
5 |
Цепь рычага расцепного привода |
0,15 |
3842 |
|
6 |
Кронштейн или державка расцепного привода |
0,45 |
11527 |
|
7 |
Балочка центрирующая |
0,35 |
8965 |
|
8 |
Валик подъемника |
0,25 |
6404 |
|
9 |
Крепежные изделия |
0,33 кг |
8453 |
|
10 |
Колодка тормозная |
10 |
256150 |
|
11 |
Кран концевой |
0,2 |
5123 |
|
12 |
Кран разобщительный |
0,10 |
2562 |
|
13 |
Ручка концевого крана |
0,10 |
2562 |
|
14 |
Ручка разобщительного крана |
0,3 |
7685 |
|
15 |
Цепочка выпускного клапана |
3,5 |
89653 |
|
16 |
Валик рычажной передачи |
0,25 |
6404 |
|
17 |
Кольцо соединительного рукава |
1,20 |
30738 |
|
18 |
Рукав соединительный |
0,30 |
7685 |
|
19 |
Воздухораспределитель |
0,05 |
1281 |
Взятые из таблицы 4.2 материалы можно широко использовать при расчете и планировании работы участков депо, участвующих в ремонте и восстановлении запчастей.
4.2 Описание технологических операций с вагонами при производстве технического обслуживания до технического перевооружения
Последовательность технологических операций (технологический маршрут) обработки вагонов на ПТО Тула.
1) Организация работы смен:
Перед началом работы старший осмотрщик вагонов (оператор ПТО) выясняет у дежурного по станции план прибытия и отправления поездов на ближайшие 2-3 часа работы и задание на подготовку вагонов под погрузку.
Старший осмотрщик принимает от сдающей смены механизмы, приспособления и инвентарь общего пользования, проверяет через осмотрщиков вагонов наличие запасных частей и расходных материалов на стеллажах, обеспечивает через начальника ПТО пополнение неснижаемого запаса.
Перед началом смены старший осмотрщик вагонов производит инструктаж работников смены по мерам безопасности технического обслуживания вагонов, осведомляется о наличии и исправности у работников личного инструмента, шаблонов, состояние спецодежды.
Также старший осмотрщик вагонов смены перед заступлением на работу обязан проверить наличие у осмотрщиков вагонов служебных удостоверений и личных формуляров.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.