- щупом или иными средствами измерения определить осевой зазор в блоке подшипника. Значение осевого зазора должно находиться в пределах 0,070…0,175 мм. Собрать блок подшипника. При этом собранный блок должен отвечать нормам ОАО «РЖД».
5.3. После того как подготовлен «Стандартный образец предприятия» проверить комплектность прибора.
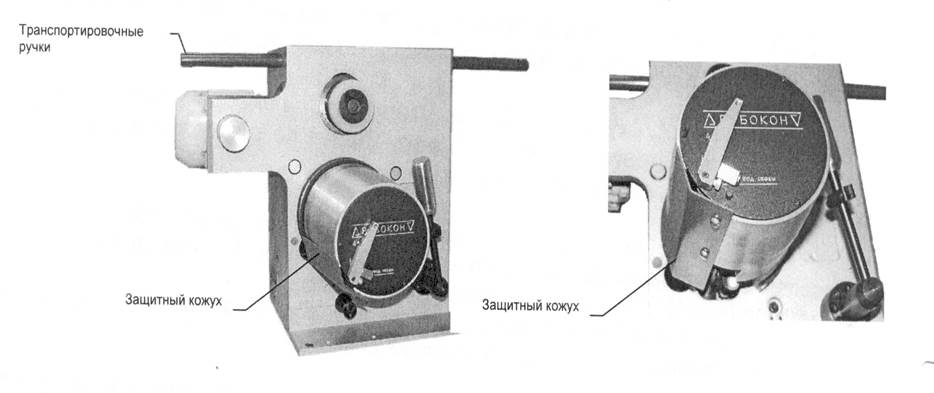
5.4. Снять защитный кожух и транспортировочные ручки.
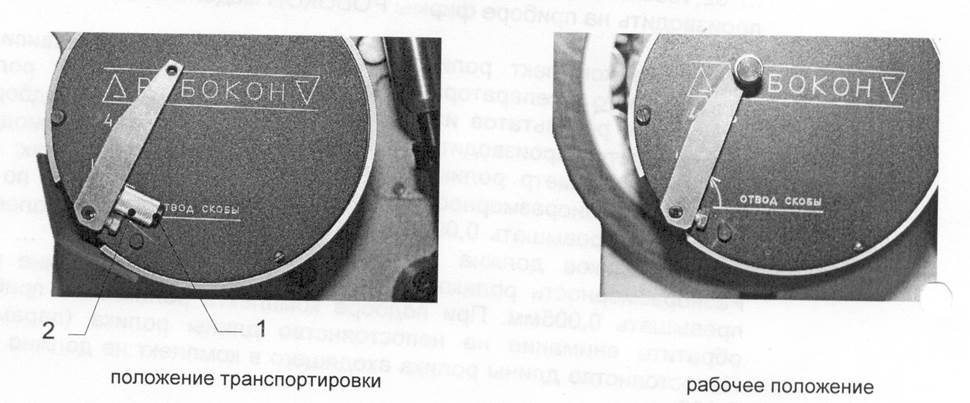
5.5. Вывернуть винт и переустановить ручку 2 на рычаге скобы из положения транспортировки в рабочее положение, как показано на рисунке.
5.6. Установить и закрепить электронный блок на верхней плоскости измерительной позиции.
5.7. Удалить консервирующую смазку. Очищенные поверхности насухо вытереть.
5.8. Произвести соединение узлов прибора в соответствии со схемой соединений (рис. 17), обращая внимание на маркировку кабелей и разъемов.
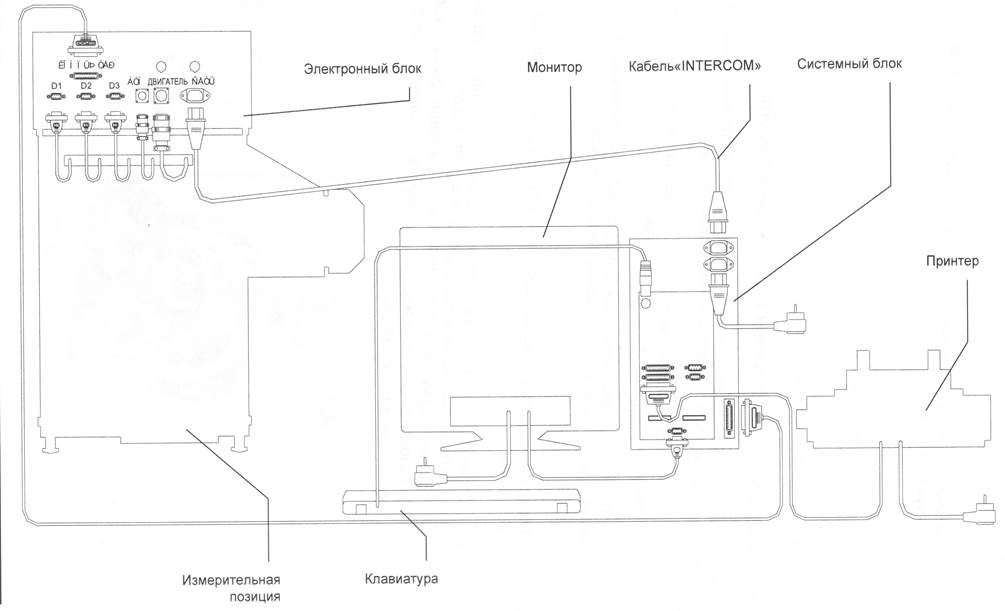
рис. 17
5.9. Включить прибор. Включение прибора производить в следующем порядке:
1) монитор;
2) системный блок ПК;
3) Принтер;
4) электронный блок.
В приборе предусмотрены три режима работы:
1. Режим «НАСТРОЙКА» - используется для размерной настройки прибора при измерении среднего диаметра отверстия подшипника по роликам.
2. Режим «ИЗМЕРЕНИЕ» - используется для измерения блоков подшипников одновременно по всем контролируемым параметрам.
3. Режим «НАЛАДКА» - используется для проверки работоспособности прибора при возникновении диагностических сообщение в процессе работы.
5.10. Настройка прибора по параметру «средний диаметр блока по роликам»:
- установить переключатель режимов на панели электронного блока в положение «НАСТРОЙКА»;
- повернуть рукоятку пуска (рис. 18) вправо, рычаг скобы установить в положение «загрузка» (отвод скобы), повернув его по стрелке;
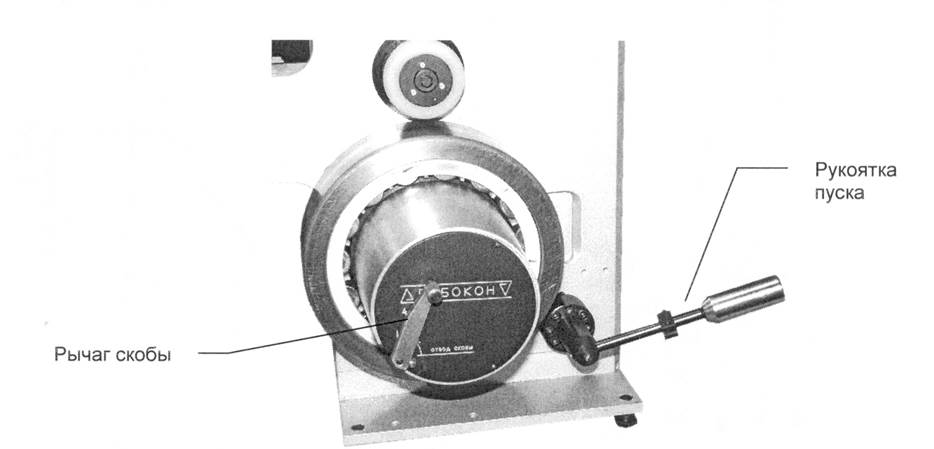
рис. 18
- установить на оправку установочную меру рисками вертикально, маркировкой вверх. Обратить внимание на прилегание трех опор установочной меры к базовому торцу оправки;
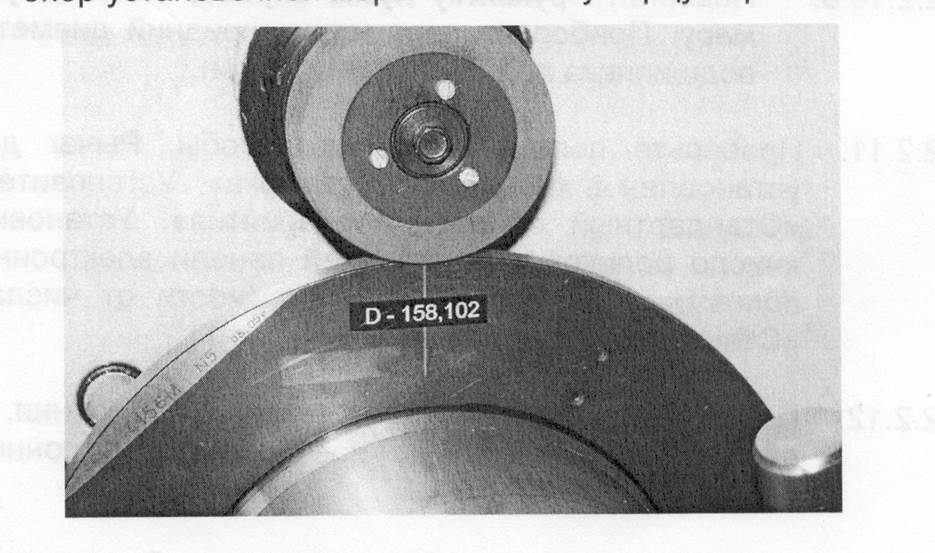
- повернуть рукоятку пуска влево, при этом на мониторе ПК должен появиться размер, близкий к размеру, указанному на маркировке установочной меры (на мониторе установочная мера названа «кольцевой эталон»);
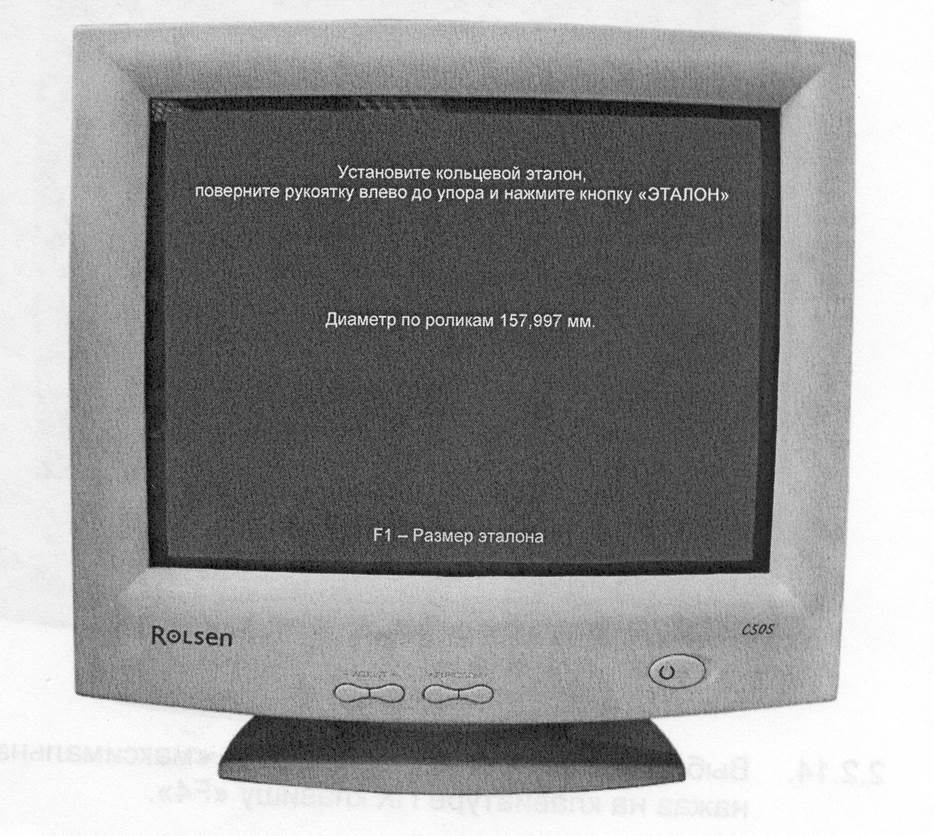
- нажать кнопку «ЭТАЛОН» на панели электронного блока. Размеры на мониторе и на маркировке установочной меры совпадут;
- повернуть рукоятку пуска вправо, снять установочную меру. Прибор по параметру «средний диаметр отверстия подшипника по роликам» настроен.
5.11. Проверить положение рычага скобы. Рычаг должен быть установлен в положение «загрузка». Установить на оправку «Стандартный образец предприятия». Установить тумблер «число роликов» на передней панели электронного блока в положение 14 или 15 (в зависимости от числа роликов в «Стандартном образце предприятия»).
5.12. Перевести прибор в режим измерения, установив переключатель режимов на панели электронного блока в положение «ИЗМЕРЕНИЕ».
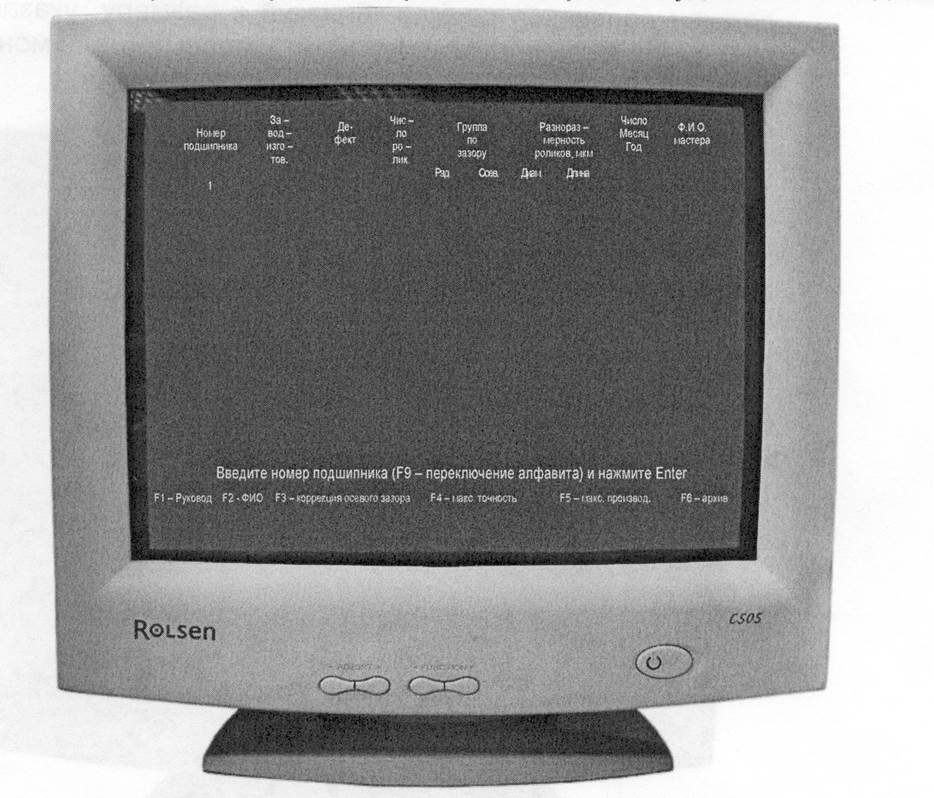
5.13. Установить рычаг скобы в положение «ИЗМЕРЕНИЕ», повернув его против стрелки. Экран монитора ПК будет иметь вид:
5.14. Выбрать функцию измерения «максимальная точность», нажав на клавиатуре ПК клавишу «F4».
5.15. Включить принтер и заправить в него бумагу. На клавиатуре нажать 3 раза клавишу «Enter» и запустить автоматический цикл измерения, повернув рукоятку пуска влево. Автоматический цикл контроля завершится после определенного числа оборотов сепаратора с роликами. Число оборотов индицируется на мониторе ПК бегущей строкой. Признаком завершения автоматического цикла являются:
- звуковой сигнал;
- появление на мониторе результатов контроля:
|
Номер подшипнника |
Завод-изготовитель |
Дефект |
Число роликов |
Группа по зазору |
Разноразмерность роликов, мкм |
Число, месяц, год |
Ф.И.О. мастера |
||
|
Рад. |
Осев. |
Диам. |
длина |
||||||
|
1 |
15 |
14 |
17 |
1,6 |
6,2 |
||||
|
Результаты измерения: Диаметр по роликам 158,141 мм Номер группы по радиальному зазору 14 Разноразмерность по диаметру 0,0016 мм роликов Разноразмерность по длине роликов 0,0062 мм Осевой зазор 0,17 мм |
- осуществляется печать очередной строки на принтере.
5.16. Произвести пятикратное измерение «Стандартного образца предприятия», записывая показания (результаты измерения) по каждому из параметров:
- диаметр по роликам;
- разноразмерность по диаметру роликов;
- разноразмерность по длине роликов;
- осевой зазор.
Для каждого параметра вычислить размах показаний по формуле:
R0 = Xmax - Xmin
где:
Xmax – наибольший результат из серии измерений
Xmin – наименьший результат из серии измерений
Размах показаний не должен превышать следующих значений:
- по осевому зазору – не более 0,01 мм;
- по остальным параметрам – не более 0,001 мм.
Далее, для каждого параметра вычислить среднее арифметическое значение, полученные результаты записать в аттестат «Стандартного образца предприятия». Прибор готов к работе.
6. Работа с прибором.
6.1. Настройка прибора.
Настройка прибора заключается в выполнении ежедневной настройки прибора по параметру «средний диаметр отверстия по роликам» и периодической проверки настройки прибора по остальным параметрам.
6.1.1. Размерную настройку прибора по параметру «средний диаметр отверстия по роликам» рекомендуется производить два раза в смену по установочной мере. Для этого перед началом работы необходимо выполнить действия, описанные в пункте 5.10.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.