3 Детальная разработка вагоносборочного участка.
3.1 Вагоносборочный участок
Вагоносборочный участок служит для производства разборочных, ремонтно-сборочных и малярных работ непосредственно на вагоне. При этом осуществляются такие соединения и закрепление деталей и узлов вагона, которые обеспечивают ему необходимые эксплуатационные качества. Кроме этого, в процессе ремонта и сборки производится восстановление поврежденных поверхностей некоторых узлов вагона (например, наплавка изношенных поверхностей элементов рамы, заварка трещин).
На рисунке 1 приведёна планировка вагоносборочного участка с расстановкой оборудования
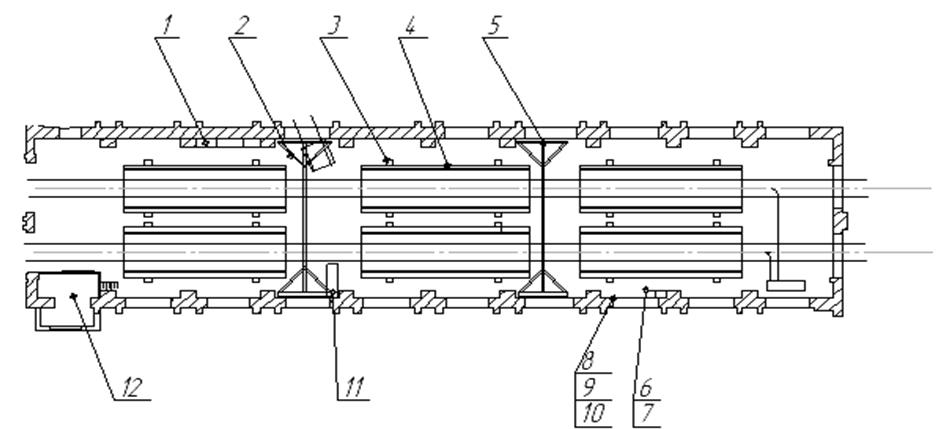
Рис.1. 1 – сварочный трансформатор; 2 – кран мостовой Q – 10т; 3 – ставлюги стационарные; 4 – эстакады стационарные; 5 – кран мостовой Q – 5т; 6,7 – сварочная магистраль; 8,9,10 – стационарные пневмо – установки для испытания тормоза; 11 – установка для смены поглощающих аппаратов; 12 – отделение ремонта поршней и ТЦ.
Вагоносборочный участок - один из ведущих участков, который играет роль организующего звена не только в деятельности группы вагоноремонтных участков, но и во всей производственной деятельности депо в целом.
Заготовительные, обрабатывающие и ремонтно-комплектовочные участки работают на вагоносборочный участок, обеспечивая его необходимыми узлами, комплектами и деталями. Пропускная способность вагоносборочного участка определяет производственную мощность вагонного депо по выпуску вагонов из ремонта.
Перечень оборудования применяемого в вагоносборочном участке представлен в таблице 3.
Таблица 3. Перечень технического оборудования вагоносборочного участка.
|
Наименование Оборудования |
№ чертежа, ГОСТ |
Количество |
Краткая Характеристика |
|
Лебедка для Транспортировки Тележек |
Т – 193 Б |
1 |
Длина 200 м Канат Æ 17,5 мм Q = 5000 кгс |
|
Передвижная Установка для смены поглощающих аппаратов |
РП - 178 – 00 |
2 |
Высота подъема 1244 мм Q = 4 т 1500 х 600 х 700 |
|
Мостовой кран |
МК-1М-000-ОМ |
1 |
Q = 10 т |
|
Мостовой кран |
ГОСТ 3332-54 |
1 |
Q = 5 т |
|
Стационарные ставлюги |
12 |
||
|
Стационарные эстакады |
12 |
||
|
Воздушная магистраль с установкой для испытания |
1 |
||
|
Сварочная магистраль |
2 |
Выпрямитель ВС-600 Трансформатор ТСК-500 |
3.2 Общая технологическая схема ремонта вагонов
Ремонт грузовых вагонов в вагоносборочном участке производится стационарным методом, то есть все выполняемые операции на ремонтируемом вагоне осуществляются строго на одной позиции, называемой стойлом.
После постановки вагонов на ремонтные позиции маневровым локомотивом, слесари подвижного состава производят разъединение горизонтальных тяг и вертикальных рычагов тормозной рычажной передачи. Затем с помощью мостового крана поднимают кузова вагонов и устанавливают их на ставлюги. После этого выкатываются тележки и направляются в тележечный участок. Сменный мастер совместно с приёмщиком вагонов производит дефектацию кузовов, рам вагонов и определяет объем ремонтных операций. Далее с вагонов снимают автосцепки, поглощающие аппараты, тормозное оборудование, забракованные крышки люков и торцовые двери и направляют их в соответствующие отделения для ремонта. Одновременно с этим производят сварочно-наплавочные работы по рамам и кузовам вагонов. Заключительными операциями служат сборки вагонов, его частичная окраска с нанесением трафаретов, испытание и регулировка автотормозов.
Приемку вагонов после ремонта осуществляют приемщик вагонов совместно со старшим мастером, начальником депо или его заместителем по ремонту вагонов.
Уровень механизации технологического процесса в вагоносборочном участке составляет 0,37; при производительности труда 58,5 ваг / чел. год.
Технологическая схема ремонта вагона
3.3 Проверка обеспеченности депо объектами ремонта
Грузовые вагоны подбираются в ремонте на пункте технического осмотра вагонов, в эксплуатации в порожнем состоянии по истечении допускаемой продолжительности работы между ремонтами или достижения предельного допустимого пробега.
Суточная программа ремонта вагонов в депо может быть определена по формуле
N сут ≤ 0,75 ∙ Р (Nв + Nпер + Nп + N рег), (3.1.)
где Nсут - суточная программа ремонта вагонов рассматриваемого в депо, ваг/сут;
Р – доля количества вагонов требующих деповской ремонт;
Nв – среднесуточная выгрузка вагонов – рассматриваемого типа, ваг/сут;
Nпер – среднесуточная переработка порожних вагонов рассматриваемого типа, ваг/сут;
Nп – среднесуточная погрузка вагонов рассматриваемого типа, ваг/сут;
Nрег – среднесуточное поступление вагонов рассматриваемого типа по регулировочному заданию, ваг/сут.
В расчетах принимаем Р = 0,058, Nв = 3 ваг/сут, Nпер = 710 ваг/сут, Nп = 10 ваг/сут, Nрег = 3 ваг/сут.
Тогда по формуле (2.1.) получим
Nсут = 0,75∙ 0,058 ∙ (3 + 710 + 10 + 3) = 31,5 (ваг/сут).
Данная цифра говорит о том, что депо объектами ремонта обеспечено.
3.4 Расчет нормативных показателей для существующего депо
Производственная мощность депо рассчитывается по формуле
N = F Ф / Т, (3.2.)
Где N – производственная мощность депо, ваг/год;
F = 1986 × 4 = 7944 – годовой фонд рабочего времени вагоносборочного участка , ч/год;
Т = 11 – среднее расчетное время простоя вагона в ремонте, ч;
Ф – фронт работы вагоносборочного участка, ваг.
Фронт работы определяется по формуле
Ф = Sв / Sн, (3.3.)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.