При нахождении досылателя в исходном положении включается электромагнит Э8 и этажерка начинает двигаться вверх. При нахождении этажерки в крайнем верхнем положении нажимается замыкающий контакт концевого выключателя ВК12. Через замыкающий контакт Р12 (реле цикла загрузки поддонов в пресс) и через размыкающий контакт Р10 (реле разгрузчика назад) включается реле Р8 (реле разгрузчика вперед). При этом замыкаются контакты Р8 и включается электромагнит Э6, в результате чего разгрузчик идет к прессу. Если пресс не раскрылся полностью, разгрузчик останавливается замыкающим контактом концевого выключателя ВКЮ на расстоянии 700 мм от пресса, реле Р9 отключается и контакт Р9 размыкается.
При опускании траверсы пресса замыкается контакт РЗ и через размыкающий контакт Р10 включается реле РЗ, которое своим замыкающим контактом РЗ блокирует контакт РЗ. Одновременно контакт РЗ замыкается и через него при замкнутых контактах реле Р6 и концевого выключателя ВК12 (при полностью открытом прессе) включается реле Р8. При этом разгрузчик продолжает движение к прессу. Во время подхода к прессу разгрузчик воздействует на концевой выключатель ВК14, включается реле Р9. При этом через контакты реле Р9 концевого выключателя ВК12 (замкнут при нахождении разгрузочной этажерки в крайнем верхнем положении) и Р6 (размыкается при нахождении разгрузчика в крайнем заднем положении и замкнутом нормально открытом контакте концевого выключателя ВК9) включается реле Р10 (реле разгрузчика назад).
Реле Р10 переключает следующие электрические цепи: размыкается контакт Р10, который отключает реле Р8 (останавливает движение разгрузчика к прессу); контакт Р10 шунтирует контакт Р9, замыкает контакты Р10 и включает электромагнит Э5, который управляет золотником движения разгрузчика от пресса. При замыкании контакта Р9 включается реле Р14, которое своим замыкающим контактом Р14 через размыкающий контакт Р5 блокирует контакт Р9. Контакт Р14 замыкается и подготавливает электрическую цепь для включения реле Р15.
При поступлении разгрузчика в конечное положение (крайнее от пресса) замыкается контакт концевого выключателя ВК9, и включается реле Р6, контакты которого шунтируют следующие электрические цепи: контакт Р6 отключает реле Р10 (движение разгрузчика назад останавливается) и реле Р15, которое своим замыкающим контактом Р15 дает команду на опускание разгрузочной этажерки на один этаж.
Приведенная электрическая схема управления работой пресса, загрузочной и разгрузочной этажерками принята на ряде предприятий древесностружечных плит, где установлены прессы ПР-6А. На других предприятиях применяют электрические схемы, отличающиеся деталями, но принципиально близкие к приведенной.
VII-3. Учет количества запрессовок
Учет количества запрессовок оператором пресса горячего прессования часто приводит к погрешностям. Для объективного учета разработана автоматическая система, внедренная на Ленинградском мебельном комбинате, заводе им. Халтурина и других
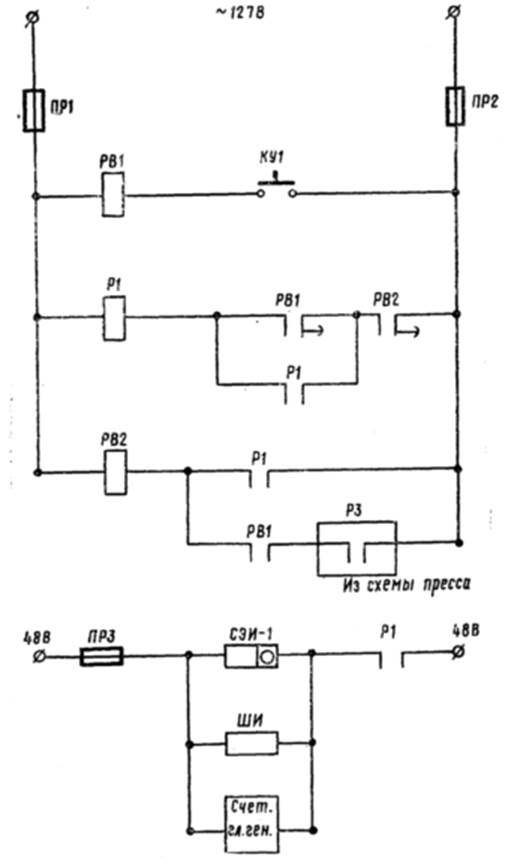
Рис. VII-6. Принципиальная электрическая схема учета запрессовок
предприятиях. Принципиальная электрическая схема автоматической системы учета запрессовок показана на рис. VII-6.
Питание на электрическую схему учета запрессовок подается от цепи управления прессом для горячего прессования или от отдельного источника напряжением 127 В через предохранители ПР1 и ПР2. Датчиком для счетчика запрессовок служит реле давления, установленное на общем коллекторе высокого давления гидравлики пресса. Это реле настраивается на рабочее давление порядка 10—11 МПа и включает реле времени РВ1 с выдержкой времени на включение, которое настраивается так, что срабатывает примерно после половины цикла прессования. Это позволяет кратковременные включения реле давления не фиксировать и не регистрировать счетчиком.
Замыкающий контакт РВ1 включает промежуточное реле/5/, которое встает на самопитание через размыкающие контакты реле времени РВ2. Контакты реле РВ1 включают реле времени РВ2, которое самоблокируется через размыкающие контакты реле РЗ (реле опускания траверсы пресса в схеме пресса ПР-6А). Контакты реле Р1 включают счетчик запрессовок. Импульсные счетчики СЭИ-1, дающие показания нарастающим итогом (за смену, месяц, год), могут устанавливаться в нескольких местах цеха.
Для более наглядного показания числа запрессовок используют электрические часы, для питания которых поляризованными импульсами от счетчика используют шаговый искатель ШИ, панели которого включены на реверс напряжения при каждом перемещении на один шаг искателя.
Одновременно с реле Р1 включается реле времени РВ2, становится на самоблокировку и через заданное время отключает реле Р1.
Время срабатывания реле РВ2 определяет продолжительность подаваемого па счетчик импульсов. Сигнал должен длиться не более 1 с, чтобы не перегревать обмотку импульсного счетчика СЭИ-1 и катушку шагового искателя.
По окончании цикла запрессовки срабатывает реле РЗ (в схеме пресса), которое отключает реле РВ2. При этом электросхема счетчика может принять следующий сигнал от реле давления при следующей запрессовке.
VI1-4. Автоматизация контроля прессования древесностружечных плит и управления им
Как указывалось ранее, прессование древесностружечных плит является сложным физико-химическим процессом, происходящим в результате пьезотермообработки стружечных пакетов. Поэтому контролю и управлению подвергаются в основном два параметра — температура нагревательных плит и давление на стружечный пакет.
Для контроля и автоматической стабилизации температуры плит с паровым нагревом могут использоваться пневматические регулирующие термометры, рассчитанные на измерение температуры до 573 К. Измерительная система прибора состоит из термобаллона, соединительного капилляра и трубчатой пружины.
К недостаткам регуляторов температуры указанного типа следует отнести возможность механического повреждения соединительного капилляра, а также влияние температуры окружающей среды на показание прибора.
Применяемая на прессах ПР-6 и ПР-6А схема автоматического поддержания постоянства температуры нагревательных плит с применением автоматического электронного моста (типа ЭМД-232) с пневматическим изодромным регулирующим устройством, и термометрами сопротивления не имеет этих недостатков и является более надежной.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.