























ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
¾¾¾¾¾¾¾¾¾¾¾ ![]() ¾¾¾¾¾¾¾¾¾¾¾
¾¾¾¾¾¾¾¾¾¾¾
Государственное образовательное учреждение
высшего профессионального образования
 «МАТИ» - РОССИЙСКИЙ ГОСУДАРСТВЕННЫЙ
«МАТИ» - РОССИЙСКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
имени К.Э.ЦИОЛКОВСКОГО
¾¾¾¾¾¾¾¾¾¾¾ ![]() ¾¾¾¾¾¾¾¾¾¾¾
¾¾¾¾¾¾¾¾¾¾¾
Кафедра «Технология производства двигателей ЛА»
Рекомендовано
Учебно-методическим Советом факультета №2
«Аэрокосмические конструкции и технологии»
для внедрения в учебный процесс
ПРОЦЕДУРЫ УПРАВЛЕНИЯ
И ПРОГРАММИРОВАНИЯ
СИСТЕМ ЧПУ ТИПА CNC
(На примере системы Acramatic 2100 фирмы Simence ,
предназначенной для управления многоцелевым станком фирмы CincinnatiMachine)
Методические указания к
лабораторной работе
по курсу "Оборудование с ЧПУ и гибкие производственные системы"
Составитель: Кашкадамов И.В.
МОСКВА 2010
Процедуры управления и программирования систем ЧПУ типа CNC: Методические указания к лабораторной работе по дисциплине «Оборудование с ЧПУ и гибкие производственные системы» составлены в соответствии с требованиями Государственного образовательного стандарта РФ (ГОС) и учебному плану МАТИ по направлению 160100 Авиаракетостроение для студентов всех специальностей очной и очно-заочной (вечерней) форм обучения факультета № 2 «Аэрокосмические конструкции и технологии», целевых групп дневного и вечернего отделений МАТИ в ИЦПС.
Составитель: Кашкадамов Игорь Владимирович
– М.: МАТИ – 2010. – 45 с.
Целью данной работы является ознакомление студентов с возможностями современных систем ЧПУ типа CNC (на базе компьютеров), которыми оснащаются в настоящее время почти все станки с ЧПУ, включая и многоцелевые станки. При выполнении данной работы студенты знакомятся с методами и процедурами управления станком в различных режимах, в которых позволяют работать такие системы. Работа проводится на имитаторе системы Acramatic 2100 фирмы Simence , предназначенной для управления многоцелевым станком фирмы Cincinnati Machine. Имитатор установлен на персональных компьютерах в компьютерном центре.
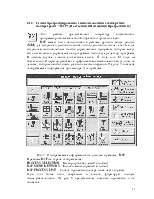
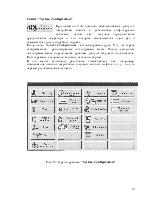
При выполнении лабораторной работы предполагается предварительное ознакомление студентами с данным методическим пособием, где вкратце описывается конструкция многоцелевого станка фирмы Cincinnati Machine , на котором установлена эта система. Описывается пульт управления с сенсорным экраном, с клавишами выбора различных меню и подменю, основные методы программирования и разработки управляющих программ с учётом формата кадра для данного станка. В конце предлагается порядок проведения данной работы, в процессе выполнения которой студенты должны познакомиться со всеми режимами работы системы, отредактировать одну из заданных программ и разработать новую управляющую программу в режиме «Постоянного помощника программиста» с использованием пиктограмм, имеющимися в данном режиме. В заключении, в режиме “Инструменты”, внести в базу данных используемого инструмента параметры выбранного инструмента и научиться вводить смещения системы координат для многопозиционной обработки.
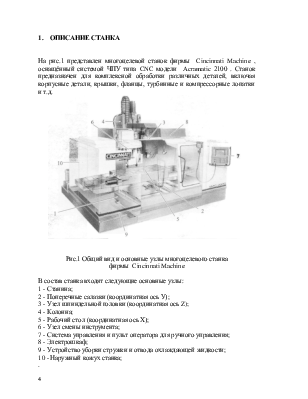
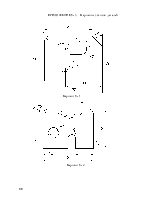
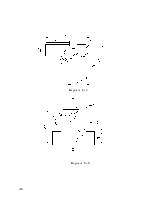
На рис.1 представлен многоцелевой станок фирмы Cincinnati Machine , оснащённый системой ЧПУ типа CNC модели Acramatic 2100 . Станок предназначен для комплексной обработки различных деталей, включая корпусные детали, крышки, фланцы, турбинные и компрессорные лопатки и т.д.
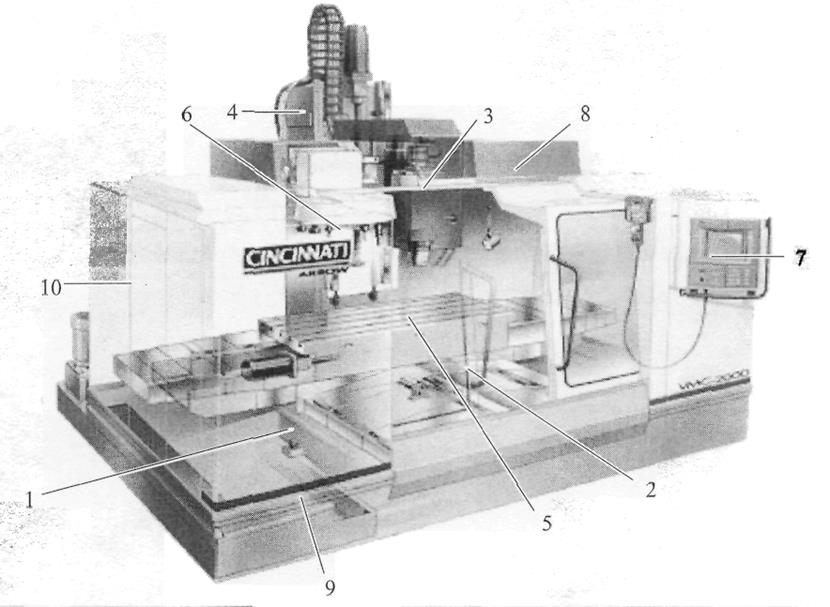
Рис.1 Общий вид и основные узлы многоцелевого станка
фирмы Cincinnati Machine
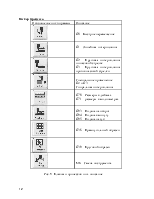
В состав станка входят следующие основные узлы:
1 - Станина;
2 - Поперечные салазки (координатная ось У);
3 - Узел шпиндельной головки (координатная ось Z);
4 - Колонна;
5 - Рабочий стол (координатная ось Х);
6 - Узел смены инструмента;
7 - Система управления и пульт оператора для ручного управления;
8 - Электрошкаф;
9 - Устройство уборки стружки и отвода охлаждающей жидкости;
10 - Наружный кожух станка;
.
Станина станка предназначена для объединения всех его подвижных и неподвижных узлов. Она обеспечивает жёсткость и геометрическую точность станка.
Поперечные салазки обеспечивают поперечное перемещение по координатной оси У и имеют в верхней части направляющие для перемещения стола.
Узел шпиндельной головки обеспечивает вертикальное перемещение (координатная ось Z) шпиндельной головки и вращение шпинделя в диапазоне от 60 до 6000 об/мин с бесступенчатым регулированием с дискретностью 1 об/мин. На конце шпинделя имеется внутренний стандартный конус 40 (по ISO) для крепления инструментальных оправок с помощью втягивающего стержня, приводимого в движение пневматическим устройством.
Колонна жёстко привернута к станине и имеет направляющие для вертикального перемещения шпиндельной головки.
Рабочий стол, продольно перемещаясь, образует координатную ось Х.
Узел смены инструмента крепится к колонне и включает в себя инструментальный магазин барабанного типа на 21 инструмент. Выбор инструмента осуществляется по номеру гнезда, причём направление вращения магазина выбирается из условия наикратчайшего пути. Автоматическая смена инструмента выполняется по схеме без автооператора путём перемещения магазина к шпинделю и обратно по направляющим, расположенным на колонне.
Система ЧПУ типа CNC и пульт оператора для ручного управления будут подробно описаны ниже.
Электрический шкаф располагается с правой задней стороны станка и содержит все силовые элементы, включая защитные устройства, блоки управления приводными двигателями и т.д.
Устройство уборки стружки и отвода охлаждающей жидкости имеет два шнека и два резервуара с обеих сторон станка.
Наружный кожух станка служит защитой оператора от разбрызгиваемой охлаждающей жидкости и стружки, интенсивно образующейся при обработке.
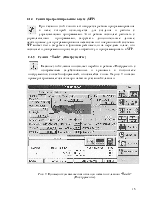
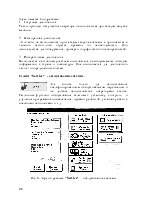
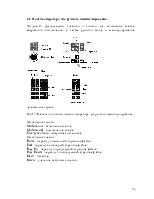
2. ОПИСАНИЕ ПУЛЬТА УПРАВЛЕНИЯ СИСТЕМЫ ЧПУ ТИПА CNC
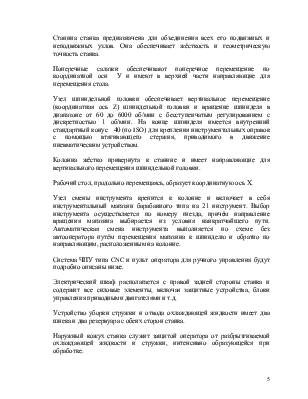
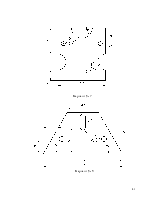
Пульт управления системы ЧПУ модели Acramatic 2100 фирмы Cincinnati Machine представлен на рис.2.
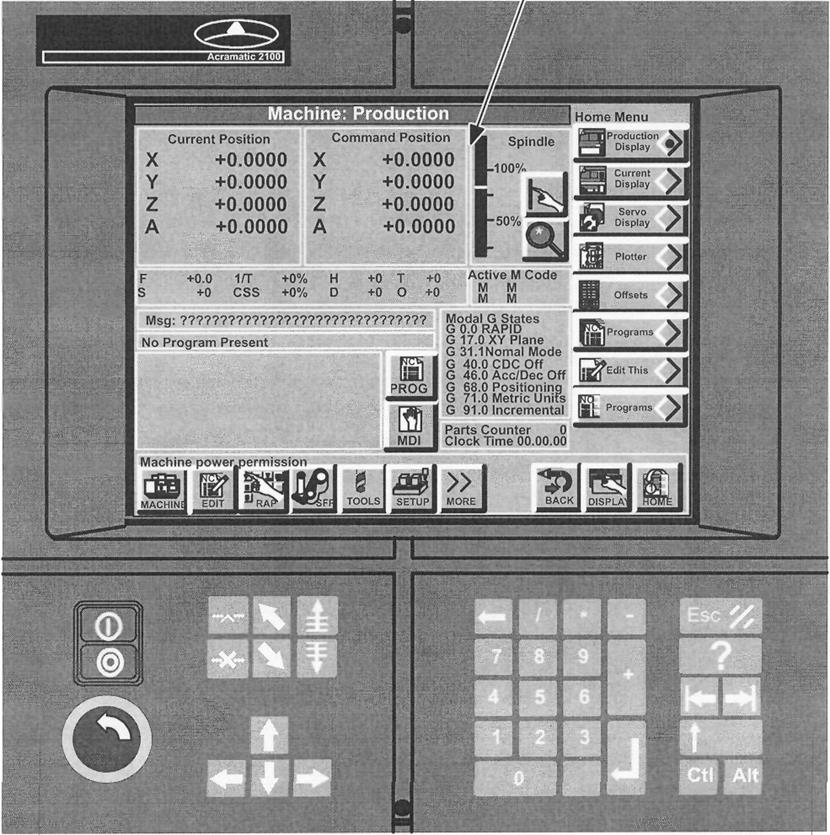
Рис.2 Пульт управления системы ЧПУ модели Acramatic 2100
фирмы Cincinnati Machine
Пульт включает в себя сенсорный экран, на который выводится вся необходимая информация, включая различные меню, функциональные сенсорные клавиши, строку с сенсорными клавишами общих режимов, строку состояния и т.д., а также расположенную ниже экрана панель оператора для ручного манипулирования.
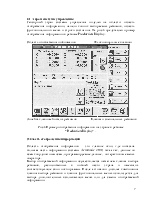
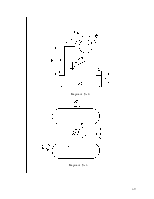
2.1 Экран системы управления
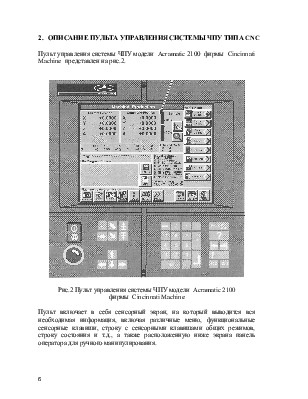
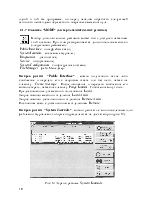
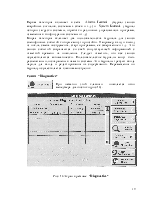
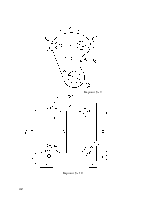
Сенсорный экран системы управления поделен на области: область отображения информации, панели кнопок выбираемых режимов, область функционального меню и строки состояния. На рис.3 представлен пример отображения информации в режиме Production Display .
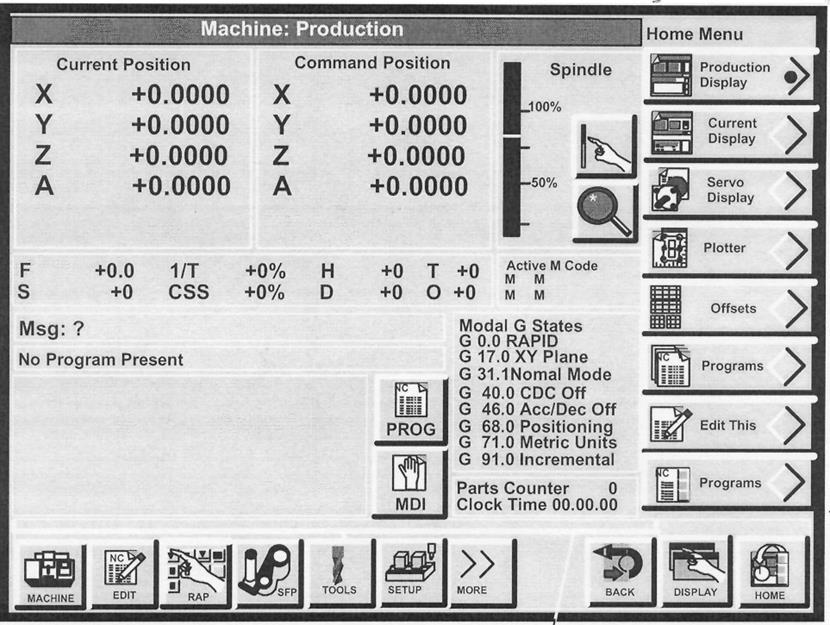
Линейка клавишей общих режимов Клавиши специальных режимов
Рис.3 Пример отображения информации на экране в режиме
“Production Display” .
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.