


2.1. Описание заготовки и операции
Приспособление проектируется для фрезерной операции №130.
Операция выполняется на универсальном 5-ти координатном станке MILLTURN M120 WFL.
Материалом заготовки является жаропрочный литейный сплав ХН73МБТЮ–ВД.
Конфигурация обрабатываемой поверхности и вид оборудования определяет тип применяемой фрезы. Ее размеры определяются размерами обрабатываемой поверхности и глубиной срезаемого слоя.
Для фрезерования выбираем цельную концевую фрезу из твёрдого сплава. Основные геометрические параметры:
диаметр фрезы Dфр = 9мм;
число зубьев z = 4;
стойкость фрезы Т = 35 мин.
2.2. Схема базирования заготовки в приспособлении []
Необходимо обеспечить полное базирование заготовки, т.е. лишить заготовку шести степеней свободы.
В качестве баз выбраны: торцевая поверхность К(три опорные точки – установочная база) и внутренняя цилиндрическая поверхность А(две опорные точки – направляющая база). Шестая точка (опорная база) – стенка отверстия.
Схема базирования заготовки показана на рис.2.1.
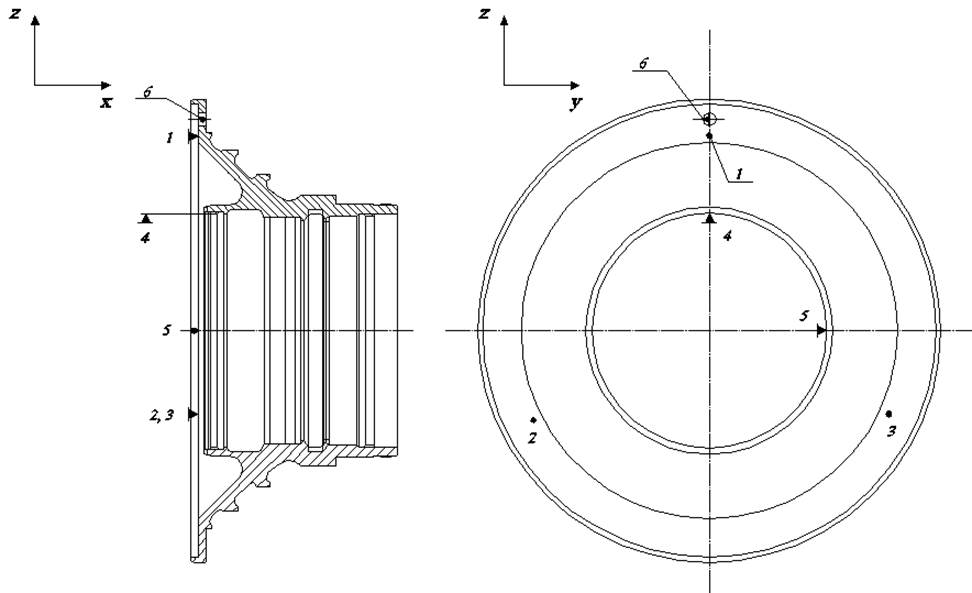
Рис 2.1.Схема базирования
Точка 1 лишает заготовку перемещения вдоль оси X;
точка 2 лишает заготовку поворота вокруг оси Y.
точка 3 лишает заготовку поворота вокруг оси Z;
точка 4 лишает заготовку перемещения вдоль оси Z;
точка 5 лишает заготовку перемещения вдоль оси Y;
точка 6 лишает заготовку поворота вокруг оси X.
2.3. Разработка схемы закрепления
При закреплении заготовки необходимо учитывать, что силу зажима нужно приложить таким образом, чтобы не нарушить базирования. Выбираю направление приложения силы зажима вдоль оси Х.
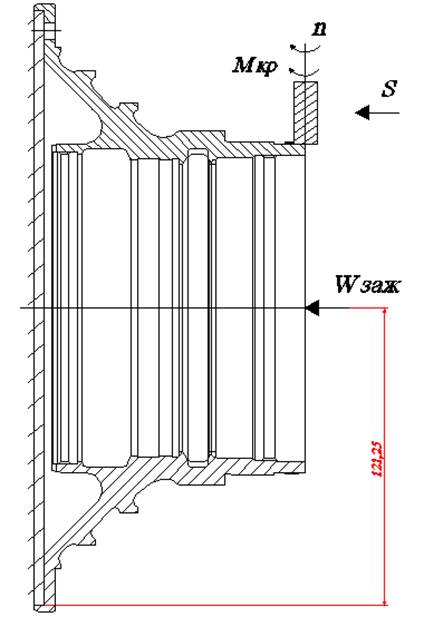
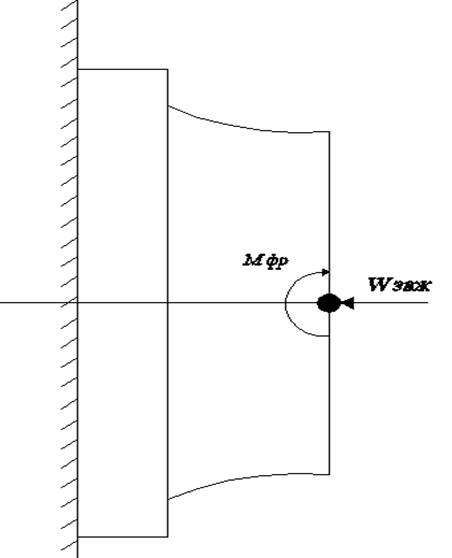
Рис. 2.2. Схема закрепления
2.4. Расчёт силы зажима заготовки
Для расчета силы зажима составляем схему сил резания и сил закрепления (рис. 2.3).
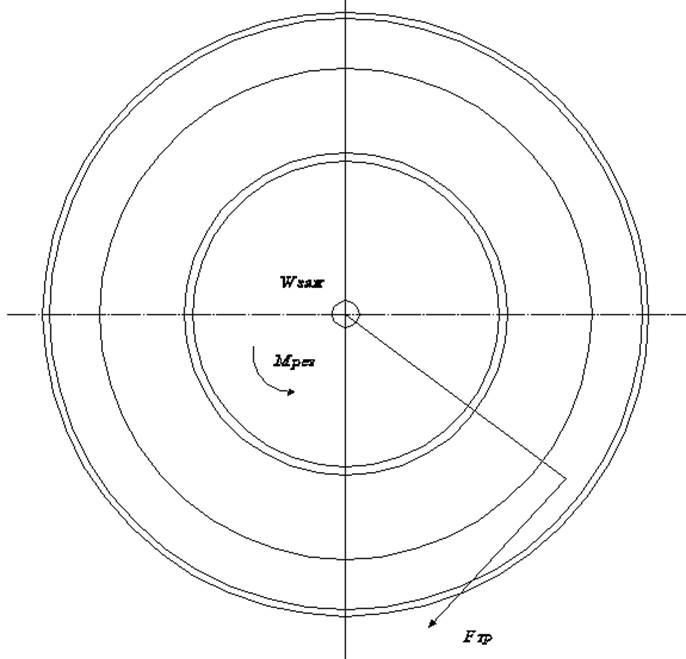
Рис. 2.3 Схема сил резания и сил закрепления заготовки
Исходными данными для определения силы зажима являются результаты расчета сил при обработке. Выпишем эти данные из расчета режима резания, произведённого ранее для данной операции по рекомендациям справочника (2).
При анализе схемы становится ясно, что на силу зажима будут влиять только момент резания Мрез, стремящийся развернуть заготовку.
Таким образом,
 ;
;
2.5.Выбор установочных элементов
В качестве установочных элементов для данной заготовки выбраны: специальный установочный палец для базирования по внутренней цилиндрической поверхности, установочное кольцо для базирования по плоской торцевой поверхности и ромбический палец для базирования по отверстию (см. графический лист).
2.6. Выбор зажимного устройства
Для зажима заготовки целесообразно использовать винтовой зажим, состоящий из специальной шайбы (12), которая передаёт силу зажима от шпильки (36) через гайку (32). (см. лист графической части). Зажим заготовки обеспечивается вручную – затягиванием гайки.
2.7. Расчёт исходной силы зажимного механизма
Величину исходной силы зажима определяем из уравнения равенства моментов сил относительно опоры.
Считаем, что зажимной элемент абсолютно жесткий. Тогда осевая сила Q = Wзаж = 1090 Н.
Момент на ключе будет равен:
![]() ; (2.5)
; (2.5)
 ; (2.6)
; (2.6)
 , (2.7)
, (2.7)
где fтр = 0,15 – коэффициент трения на торце гайки;
![]() = 0,1 – коэффициент трения в резьбе;
= 0,1 – коэффициент трения в резьбе;
|
|
Расчет:
 ;
;
![]()
2.8. Разработка принципиальной схемы приспособления
Приспособление одноместное, закрепление заготовки ручное. Ось заготовки горизонтальная, приспособление устанавливается на подставку.
Описание принципа работы приспособления:
Наладка для фрезерования 5 пазов и базовое приспособление – поворотный стол предназначены для фрезерования детали «Носок ТВД».
Для фрезерования пазов в наладку базовыми поверхностями устанавливается носок ТВД в определенном угловом положении. Это угловое положение задается срезанным пальцем (34), установленным в кольце (11), через специальное отверстие во фланце носка Ø6мм. Основанием наладки служит диск (10), к которому крепится винтами (27), кольцо (11). Обрабатываемая деталь закрепляется шпилькой (36) к диску (10) по торцевой поверхности через шайбу (12). В диске (10) с поверхности «В» установлены 5 втулок (30), которые определяют угловое положение фрезеруемых пазов.
Для выставления нужного положения фрезы имеется специальный установ (13), который крепится к диску (10) винтами. Для обеспечения точного положения установа , используется палец (33).
Фиксирование при делении производится с помощью пальца (3), управляемого рукояткой (23). Той же рукояткой через хомут (18) закрепляется поворотная часть приспособления. Величину угла поворота рукоятки регулируют винтом (7).
Наладка с деталью устанавливается на поворотный стол для обеспечения поворота детали. После настройки станка по установу (13), фрезеруется первый паз. Далее наладка поворачивается по оси, фиксируя свое положение через втулки (30), и выполняется фрезерование следующего паза.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.