











Для токарных станков с ЧПУ используются следующие подсистемы вспомогательного инструмента:
1. Подсистема с цилиндрическими хвостовиками и рифленой лыской;
2. Подсистема с базирующей призмой;
3. Подсистема с резцовыми головками.
2.1. ПОДСИСТЕМА, ВКЛЮЧАЮЩАЯ РЕЗЦОВЫЕ БЛОКИ С
ЦИЛИНДРИЧЕСКИМИ ХВОСТОВИКАМИ И РИФЛЕНОЙ ЛЫСКОЙ.
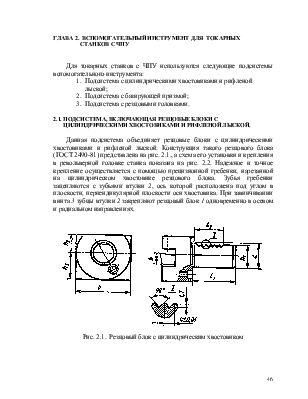
Данная подсистема объединяет резцовые блоки с цилиндрическими хвостовиками и рифленой лыской. Конструкция такого резцового блока (ГОСТ 2490-81) представлена на рис. 2.1., а схема его установки и крепления в револьверной головке станка показана на рис. 2.2. Надежное и точное крепление осуществляется с помощью прецизионной гребенки, нарезанной на цилиндрическом хвостовике резцового блока. Зубья гребенки зацепляются с зубьями втулки 2, ось которой расположена под углом в плоскости, перпендикулярной плоскости оси хвостовика. При завинчивании винта 3 зубцы втулки 2 закрепляют резцовый блок 1 одновременно в осевом и радиальном направлениях.
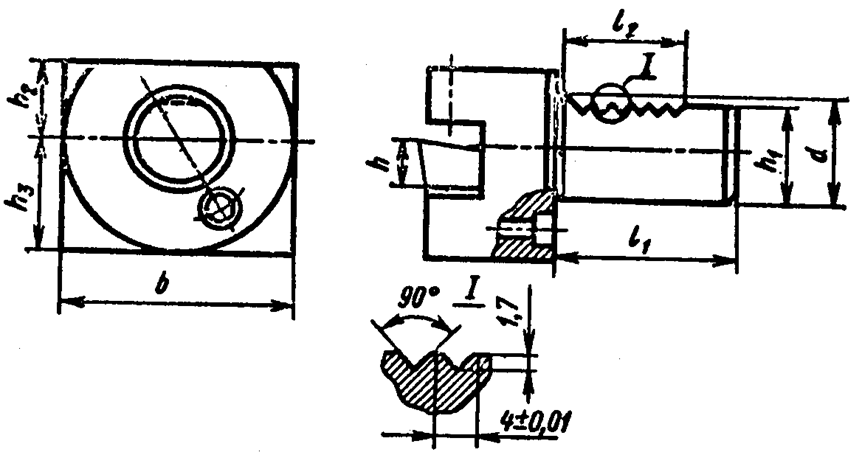
Рис. 2.1. Резцовый блок с цилиндрическим хвостовиком
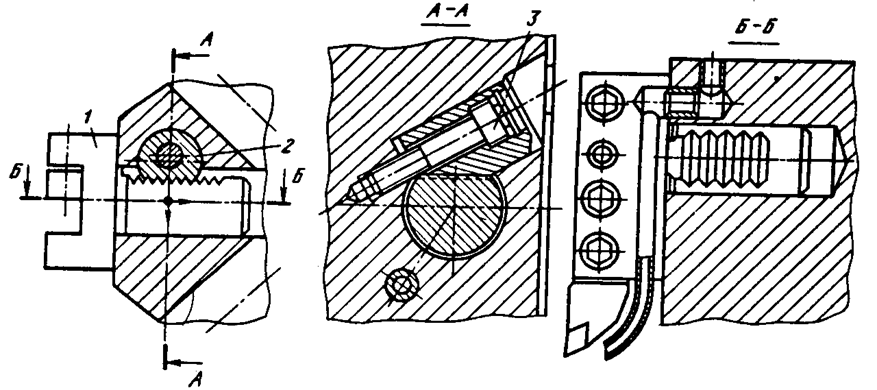
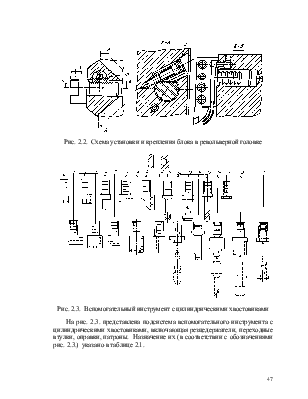
Рис. 2.2. Схема установки и крепления блока в револьверной головке
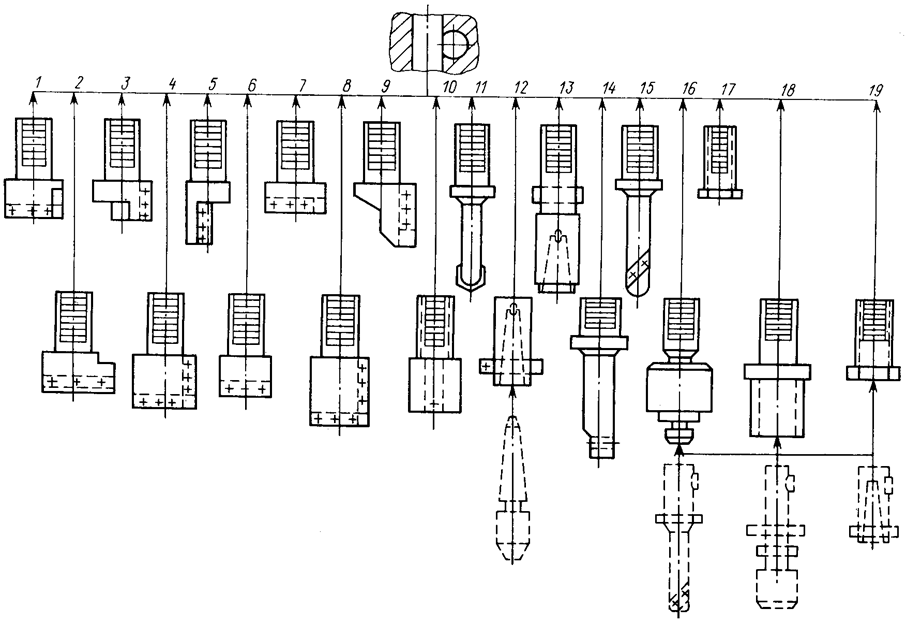
Рис. 2.3. Вспомогательный инструмент с цилиндрическими хвостовиками
На рис. 2.3. представлена подсистема вспомогательного инструмента с цилиндрическими хвостовиками, включающая резцедержатели, переходные втулки, оправки, патроны. Назначение их (в соответствии с обозначениями рис. 2.3.) указано в таблице 2.1.
Таблица 2.1.
|
Обозначение |
Наименование |
Назначение |
|
1 - 9 |
резцедержатели |
для резцов квадратного сечения |
|
10 |
переходная втулка |
для инструментов или переходников круглого сечения |
|
11 |
оправка |
для перовых сверл |
|
12 |
переходная втулка |
для инструментов с конусом Морзе |
|
13 |
самоустанавливающийся патрон |
для разверток с конусным отверстием |
|
14 - 15 |
расточные оправки |
для расточных резцов |
|
16 |
патрон |
для метчиков |
|
17 |
втулки переходные |
для согласования посадочных мест инструмента и станка |
|
18 - 19 |
втулки |
для патронов с осевым инструментом |
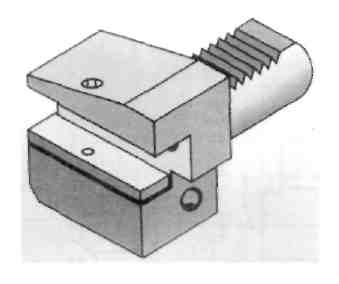
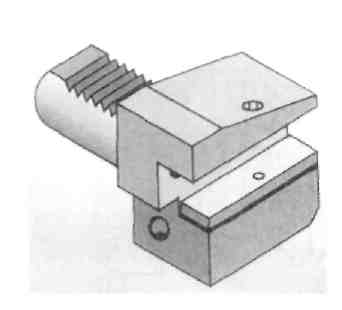
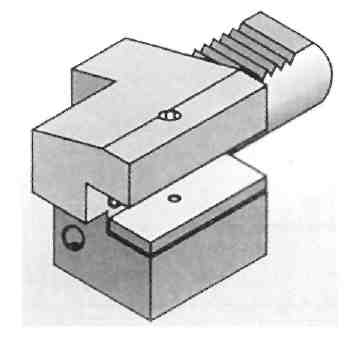
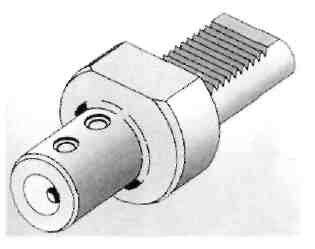
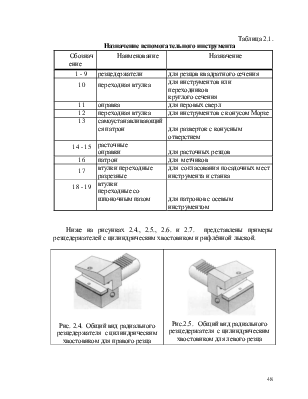
Ниже на рисунках 2.4., 2.5., 2.6. и 2.7. представлены примеры резцедержателей с цилиндрическим хвостовиком и рифлённой лыской.
|
Рис. 2.4. Общий вид радиального резцедержателя с цилиндрическим хвостовиком для правого резца |
Рис.2.5. Общий вид радиального резцедержателя с цилиндрическим хвостовиком для левого резца |
|
|
|
|
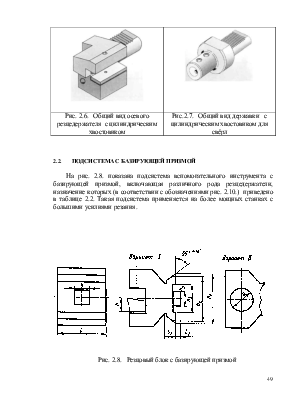
Рис. 2.6. Общий вид осевого резцедержателя с цилиндрическим хвостовиком |
Рис.2.7. Общий вид державки с цилиндрическим хвостовиком для свёрл |
2.2. ПОДСИСТЕМА С БАЗИРУЮЩЕЙ ПРИЗМОЙ
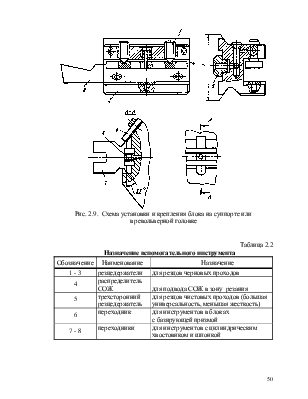
На рис. 2.8. показана подсистема вспомогательного инструмента с базирующей призмой, включающая различного рода резцедержатели, назначение которых (в соответствии с обозначениями рис. 2.10.) приведено в таблице 2.2. Такая подсистема применяется на более мощных станках с большими усилиями резания.
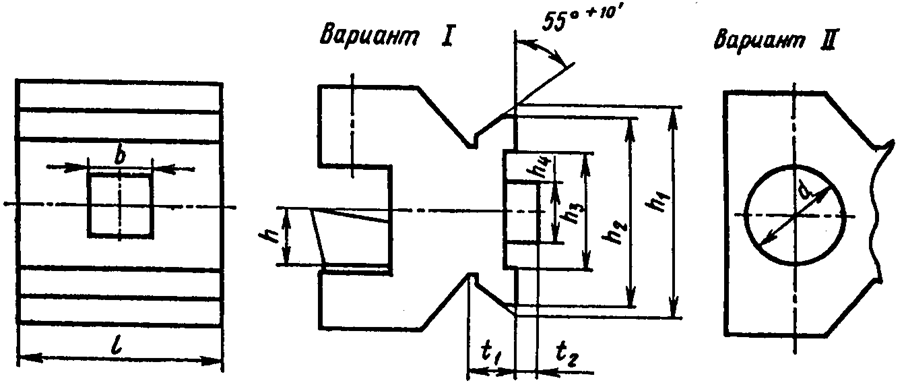
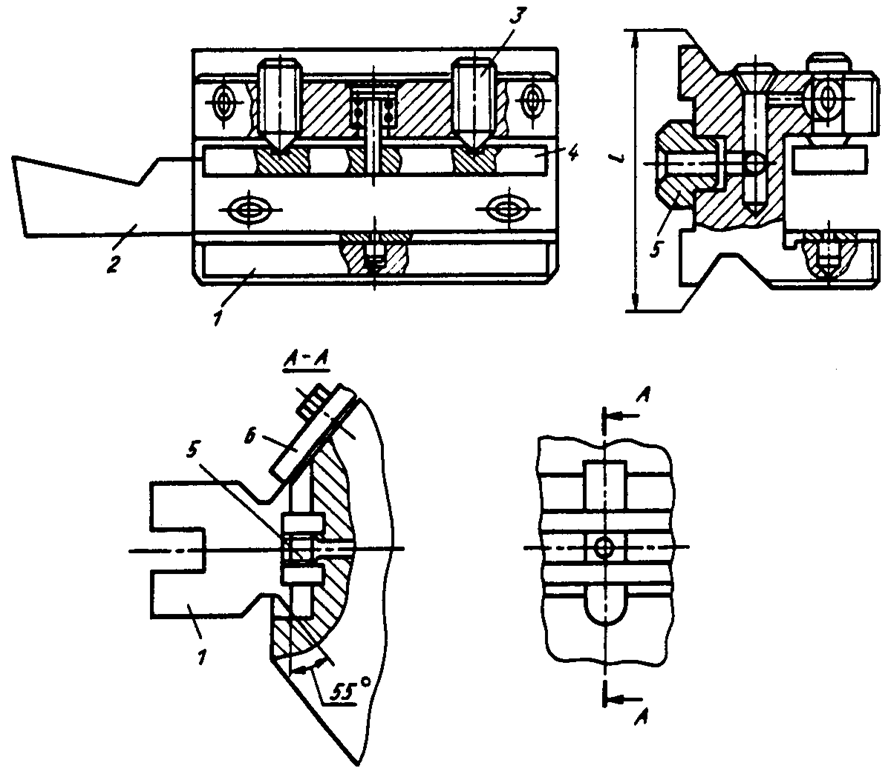 Рис. 2.9. Схема установки и
крепления блока на суппорте или в револьверной головке
Рис. 2.9. Схема установки и
крепления блока на суппорте или в револьверной головке
Таблица 2.2
Обозначение |
Наименование |
Назначение |
|
1 - 3 |
резцедержатели |
для резцов черновых проходов |
|
4 |
распределитель СОЖ |
для подвода СОЖ в зону резания |
|
5 |
трехсторонний резцедержатель |
для резцов чистовых проходов (большая универсальность, меньшая жесткость) |
|
6 |
переходник |
для инструментов в блоках |
|
7 - 8 |
переходники |
для инструментов с
цилиндрическим |
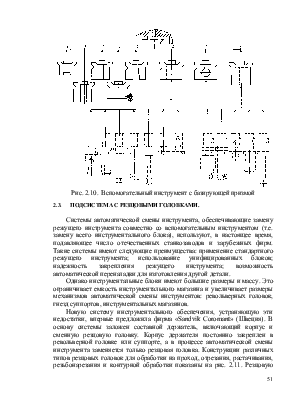
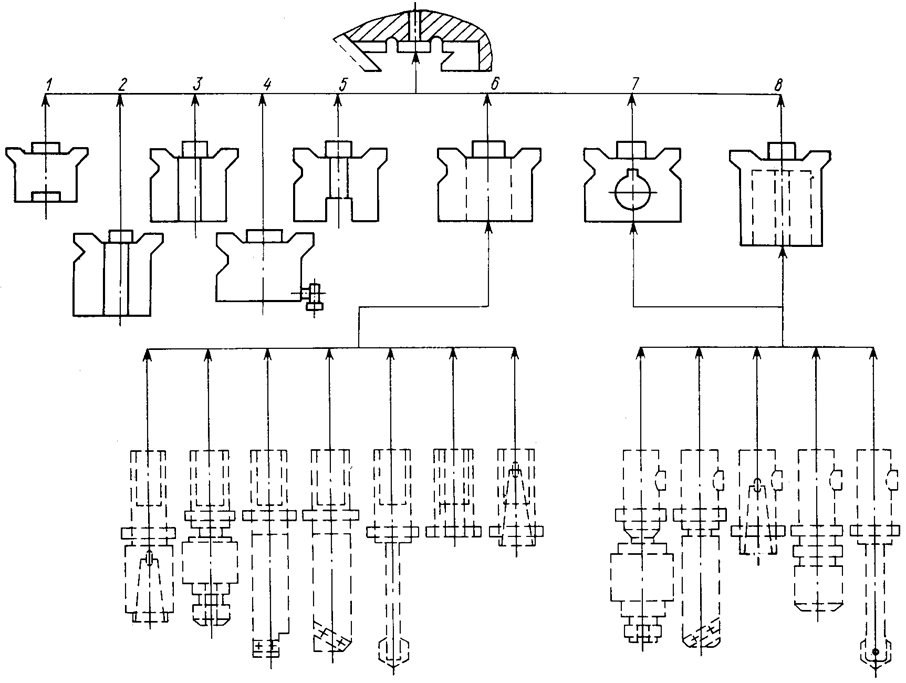 Рис. 2.10. Вспомогательный
инструмент с базирующей призмой
Рис. 2.10. Вспомогательный
инструмент с базирующей призмой
2.3. ПОДСИСТЕМА С РЕЗЦОВЫМИ ГОЛОВКАМИ.
Системы автоматической смены инструмента, обеспечивающие замену режущего инструмента совместно со вспомогательным инструментом (т.е. замену всего инструментального блока), используют, в настоящее время, подавляющее число отечественных станкозаводов и зарубежных фирм. Такие системы имеют следующие преимущества: применение стандартного режущего инструмента; использование унифицированных блоков; надежность закрепления режущего инструмента; возможность автоматической переналадки для изготовления другой детали.
Однако инструментальные блоки имеют большие размеры и массу. Это ограничивает емкость инструментального магазина и увеличивает размеры механизмов автоматической смены инструментов: револьверных головок, гнезд суппортов, инструментальных магазинов.
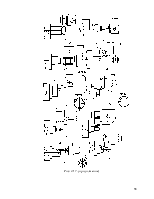
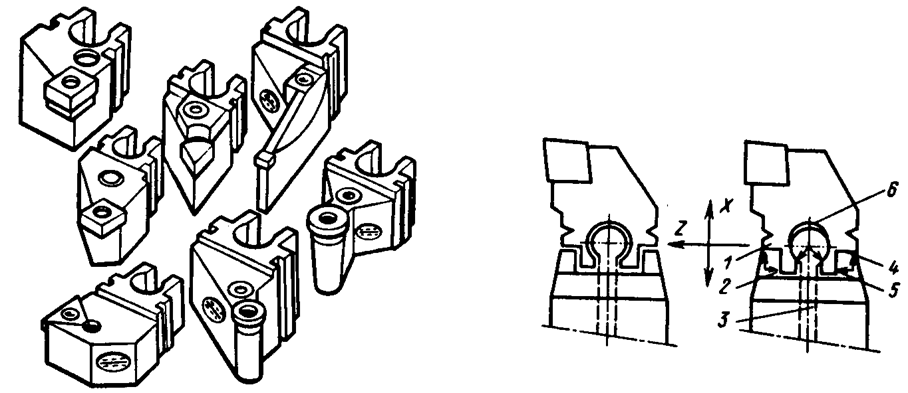
Новую систему инструментального обеспечения, устраняющую эти недостатки, впервые предложила фирма «Sandvik Coromant» (Швеция). В основу системы заложен составной держатель, включающий корпус и сменную резцовую головку. Корпус держателя постоянно закреплен в револьверной головке или суппорте, а в процессе автоматической смены инструмента заменяется только резцовая головка. Конструкции различных типов резцовых головок для обработки на проход, отрезания, растачивания, резьбонарезания и контурной обработки показаны на рис. 2.11. Резцовую головку выбирают в зависимости от обрабатываемой поверхности. На головке крепят многогранную пластину, которая по мере изнашивания поворачивают или заменяют. Резцовые головки хранят в магазине. За счет их компактности и малого веса магазин имеет небольшие размеры и может разместить большое число различных резцовых головок.
|
Рис. 2.11. Сменные резцовые головки |
Рис. 2.12. Крепление головки к корпусу |
Эффективность использования блочной системы инструментального обеспечения во многом зависит от точного базирования резцовой головки относительно корпуса, от надежности зажима головки, от простоты действий при автоматической ее замене. В настоящее время предложены несколько вариантов конструкции крепления резцовой головки к корпусу резцедержателя. Один из таких вариантов представлен на рис. 2.12. В цилиндрический паз резцовой головки 6 входит тяга 3 с цилиндрическим участком на конце. При зажиме тяга создает силу и нижние лепестки головки упруго деформируются, прижимая головку к четырем базам 1 , 2, 4 и 5 корпуса резцедержателя.
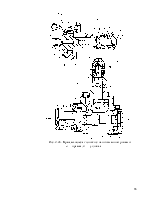
Для обеспечения высокой жесткости сила зажима должна быть достаточно велика. Это обеспечивается специальным устройством, конструкция которого представлена на рис. 2.13. Сила создается за счет разжима пакета тарельчатых пружин 2, которые базируются на втулке 4. При зажиме резцовой головки серьги 5 поворачиваются относительно неподвижной оси 6, так как они связаны со штоком 1 посредством подвижной оси 8. Вместе с серьгами поворачивается ось 7, перемещая тягу 9, которая зажимает резцовую головку. Поскольку плечо рычага, на которое передается сила пружин, в 2 раза длиннее, чем плечо, воздействующее на тягу, то сила зажима вдвое больше силы пружин. Для раскрепления резцовых головок при их замене гидроцилиндр специального назначения воздействует на шайбу 3. Упор 10 служит для базирования резцовой головки при ее установке в резцедержатель.

Рис. 2.13. Устройство зажима резцовой головки в корпусе резцедержателя
На рис. 2.14. представлены варианты крепления резцовых головок в суппорте (2.14. а) и в револьверной головке (2.14. б).

Рис. 2.14. Крепления резцовых головок в суппорте (а) и в револьверной головке (б).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.