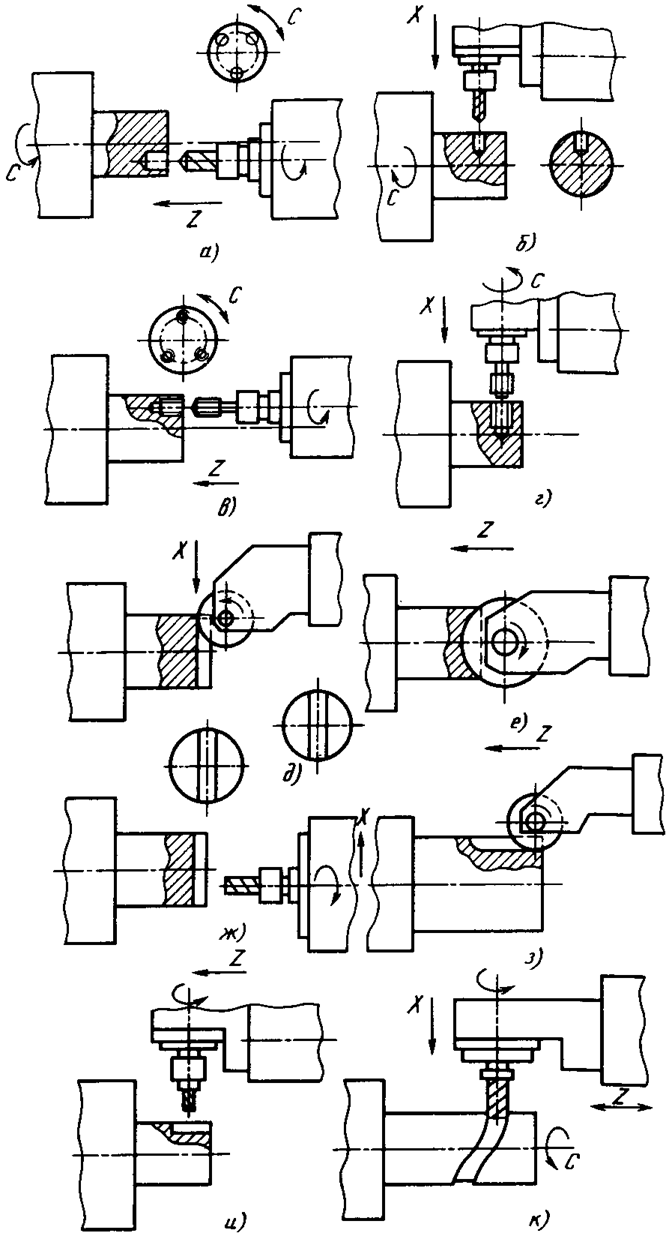
Рис.
2.17. Схемы обработки
различных элементов заготовок
при использовании вращающихся инструментов
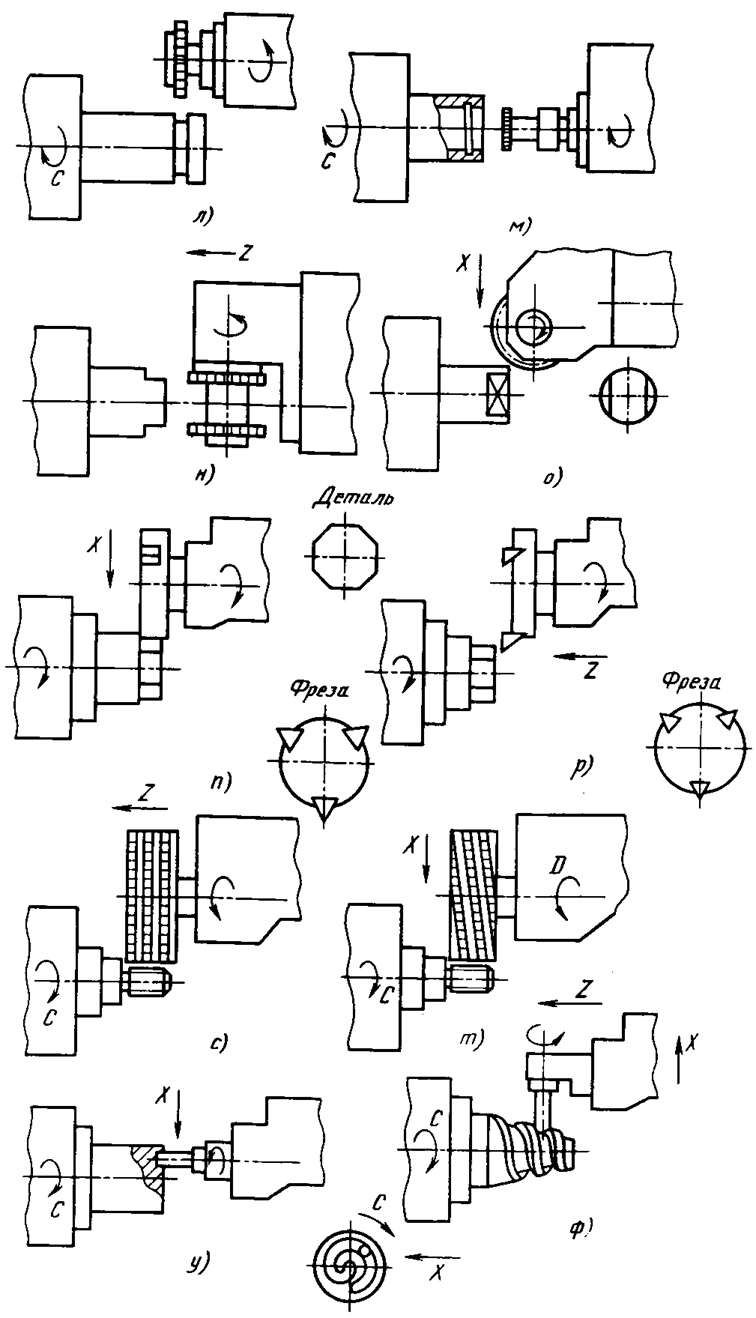
Рис. 2.17. (продолжение)
После установки фрезы на заданную глубину перемещением по оси Z движение подачи осуществляется вдоль оси Х. В процессе фрезерования шпиндель станка остается неподвижным.
Пазы, расположенные на наружной поверхности заготовки вдоль ее оси, могут быть обработаны дисковой фрезой (рис. 2.17. з) с установкой на глубину фрезерования по оси Х и с движением подачи вдоль оси Z. Аналогично выполняют прорезку шлицов. После завершения прорезки одного шлица и выхода дисковой фрезы из зоны резания основной шпиндель станка поворачивает заготовку по координате С на заданный угол для обработки следующего шлица.
Продольные пазы, в частности шпоночные, могут быть также обработаны пальцевой фрезой, закрепленной в угловой оправке с осью вращения фрезы, расположенной перпендикулярно оси заготовки (рис. 2.17. и).
Криволинейные пазы на наружной поверхности заготовки можно выполнять пальцевой фрезой (рис. 2.17. к).При этом фреза, закрепленная в угловой оправке, вращается с заданной частотой для обеспечения расчетной скорости резания. Нужная криволинейная форма паза образуется за счет совместного взаимосвязанного движения фрезы вдоль координатной оси Z и вращения основного шпинделя с заданной скоростью (координата С). Глубина паза обеспечивается за счет предварительного врезания в заготовку в направлении координатной оси Х. Если глубина паза переменна, необходима координация движения одновременно по трем координатам : Х, Z и С.
Кольцевые канавки, помимо обычных методов обработки на традиционных токарных станках, можно выполнять фрезерованием дисковой фрезой, как показано на рис. 2.17.л для канавки на наружной поверхности детали или на рис. 2.17.м для внутренней канавки. В обоих случаях заданная скорость подачи обеспечивается вращением основного шпинделя (координата С), а заданная скорость резания - вращением дисковой фрезы, закрепленной в инструментальной оправке с осью вращения, параллельной оси основного шпинделя. Глубина фрезеруемой канавки определяется перемещением по координатной оси Х.
Фрезерование прямолинейных лысок можно выполнять несколькими методами. Схема эффективной обработки лысок под ключ набором дисковых фрез показана на рис. 2.17.н. Движение подачи осуществляется вдоль координатной оси Z. Схема аналогичной обработки, но с движением подачи вдоль координатной оси X, показана на рис. 2.17.о.
Обтачивание сторон многогранника можно выполнять дисковой фрезой со вставными твердосплавными пластинами. Схема обработки шестигранника дисковой фрезой с тремя пластинами показана на рис. 2.17.п. При этом фреза вращается с частотой в два раза большей, чем частота вращения обрабатываемой заготовки. Ширина фрезы несколько больше, чем длина стороны многогранника, поэтому движение подачи осуществляется только вдоль оси X. В случае достаточно большой длины стороны многогранника применяют торцовую фрезу с движением подачи вдоль оси заготовки по координатной оси 2. (рис. 2.17. р). Стороны изготовленных этим методом многогранных профилей представляют собой отрезки эллиптических кривых. Однако отклонение от плоскостности незначительно и имеет второстепенное значение. Например, при обработке сторон шестигранника под ключ 22 отклонение составляет всего 0,02 мм, что вполне допустимо. Такой метод обработки сторон многогранников, помимо возможности обработки многогранника непосредственно в торец, позволяет отказаться от применения профилированного материала, а использовать в качестве заготовок круглые прутки. Среди преимуществ использования круглых прутков существенным является более простое позиционирование прутка в процессе обработки и возможность проводить обработку при более высокой частоте вращения шпинделя.
С помощью многогранного обтачивания можно изготавливать любые детали с симметричными профилями: четырех-, шести-, восьмигранники и т. п. Одной торцовой фрезой можно обтачивать заготовки с профилями различной длины. Этот метод наиболее производителен и не требует больших затрат на программирование.
Наружная резьба может быть нарезана резьбонарезной плашкой, групповой гребенчатой фрезой и червячной фрезой. Первый метод был рассмотрен ранее, для него не требуется вращающегося инструмента. Схема второго метода изображена на рис. 2.17.с. Инструментом в этом случае является набор дисковых фрез, суммарная длина которых на 2--5 мм больше длины фрезеруемой резьбы. Фрезу устанавливают параллельно оси заготовки. Происходит предварительное врезание фрезы на глубину резьбы. Во время полного оборота заготовки фреза перемещается на шаг резьбы. Фрезерование резьбы выполняется за 1,2 оборота заготовки, из которых 0.2 оборота необходимо для врезания фрезы на глубину резьбы и перекрытия места врезания. При использовании этого метода необходима точная синхронизация вращения шпинделя, в котором закреплена заготовка, и линейного перемещения фрезы вдоль координатной оси Z.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.