Анализ эффективности внесенных изменений в базовый тех. процесс
В новом технологическом процессе предлагается изменение формы получения заготовки и внедрение одного станка с ЧПУ, вместо 3-х универсальных станков.
В базовом тех.процессе деталь червячное колесо делается из двух заготовок: стальной ступицы и бронзового венца. Предлагается в качестве получения заготовки бронзового венца использовать штамповку на прессах вместо штамповки на молотах, когда нижняя половина штампа может иметь полость, а верхняя – выступ. Применение такой заготовки позволяет сократить коэффициент используемого материала.
Ким= МД / М3=3,73/4,78=0,78 при штамповке на молотах
Ким= МД / М3=3,73/4,52=0,82 при штамповке на прессах
где М3 – масса заготовки, кг; МД – масса детали, кг;
В базовом тех.процессе имеются 3 универсальных токарных станка которые обслуживают 3 рабочих соответственно, в новои тех.процессе предлагается заменить эти станки одним универсальным станком с ЧПУ который обслуживается одним оператором, позволяет ускорить тех.процесс и сьэкономит площадь производственного помещения.
|
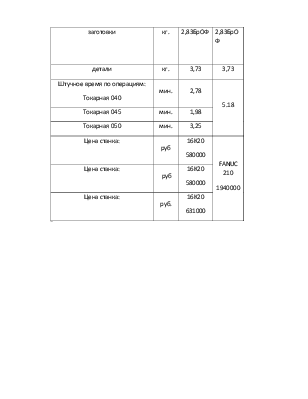
Исходные показатели |
Ед. изме- рения |
Варианты |
|
|
Базовый |
Новый |
||
|
Годовая программа выпуска |
шт. |
1000 |
1000 |
|
Вид заготовки |
Штамповка |
Штамповка |
|
|
Масса: заготовки |
кг. |
3,58Ст3+ 2,83БрОФ |
3,58Ст3 2,83БрОФ |
|
детали |
кг. |
3,73 |
3,73 |
|
Штучное время по операциям: Токарная 040 |
мин. |
2,78 |
5.18 |
|
Токарная 045 |
мин. |
1,98 |
|
|
Токарная 050 |
мин. |
3,25 |
|
|
Цена станка: |
руб |
16К20 580000 |
FANUC 210 1940000 |
|
Цена станка: |
руб |
16К20 580000 |
|
|
Цена станка: |
руб. |
16К20 631000 |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.