Содержание
1. Разработать технологический процесс механической обработки детали, решив следующие вопросы
1.1. Выполнить анализ чертежа детали
1.2. Выполнить анализ технологичности конструкции детали
1.3. Служебное назначение детали
1.4. Определить тип производства
1.5. Обосновать выбор исходной заготовки
1.6. Выявить основные требования точности по чертежу детали
1.7. Провести анализ вариантов обеспечения одного требования точности
1.8. обосновать выбор наилучшего варианта по требованию точности, определить очередность обработки поверхностей
1.9. Рассчитать технологические размеры изделия
1.10. Рассчитать технологические размеры, допуски и предельные
отклонения
1.11. Результаты работы свести в таблицу
1.12. Вычертить операционные эскизы для своего варианта
1.13. Разработка маршрута обработки заготовки
1.14. Построение операций механической обработки
Приложения:
Карта эскизов
анализ обеспечения требований точности
требования точности и их обеспечение
1. Разработка технологического процесса механической обработки
1.1. Анализ чертежа детали
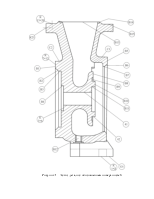
Дана деталь – крышка нагнетания. Анализ должен сопровождаться технологическим контролем чертежа и технологических условий:
1) проверить достаточность размеров, проекций и сечений на чертеже;
2) ознакомится со всеми стандартами, указанными в технологических условиях чертежа;
3) проверить размеры, выявить трудноисполнимые, трудноконтролируемые размеры, выявить смешанные связи;
4) ознакомиться с требованиями шероховатости и соответствию их точности, но не наоборот, так как высокая частота мажет сочетаться с большим допуском по условиям работы поверхности детали
5) выявить все требования к взаимному расположению элементов
Для удобства анализа необходимо заполнить таблицу 1 – Анализ чертежа, в которую вносятся все наиболее характеризующие конструкцию детали в соответствии с ее служебным назначением.
1.2. Анализ технологичности конструкции
Технологичность конструкции – обеспечение требуемых показателей качества с наименьшими затратами при производстве.
Единым критерием технологичности конструкции изделия является ее экономическая целесообразность при заданном качестве и принятых условиях производства.
Отработка конструкции изделия на технологичность должна обеспечивать снижение трудоемкости и себестоимости изготовления детали.
Таблица 1 – Анализ чертежа
|
Вид размера |
Размер по чертежу |
Допуск размера |
Допуск расположения, мм |
Допуск формы, мм |
Верхнее отклонение, мм |
Нижнее отклонение, мм |
Полная запись размера |
Трудноконтролируемые |
Смешанные связи |
Шероховатость, Rа |
Соответственности |
Примечание |
||||
|
По чертежу, мм |
По стандарту |
Соответствие |
||||||||||||||
|
мм |
мкм |
|||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
Охватывающие |
Æ65Н9+0,074 |
0,074 |
0,074 |
74 |
+ |
0,05 |
0,025 |
+0,074 |
0 |
Æ65Н9(+0,074) |
+ |
− |
− |
2,5 |
+ |
|
|
Æ190Н9+0,115 |
0,115 |
0,115 |
115 |
+ |
0,05 |
0,030 |
+0,115 |
0 |
Æ190Н9(+0,115) |
+ |
− |
− |
5,0 |
+ |
||
|
Æ250Н9+0,115 |
1,115 |
0,115 |
0,115 |
− |
0,05 |
0,030 |
+0,015 |
0 |
Æ250Н9(+0,115) |
+ |
− |
− |
5,0 |
+ |
||
|
Æ130Н12+0,3 |
0,3 |
0,4 |
400 |
− |
0,06 |
0,120 |
+0,3 |
0 |
Æ130Н12(+0,3) |
+ |
− |
− |
5,0 |
+ |
||
|
Æ121 |
1,5 |
1500 |
+ |
− |
0,5 |
+1,5 |
0 |
Æ121Н15(+1,5) |
− |
− |
− |
10 |
+ |
|||
|
Æ18 |
0,8 |
800 |
+ |
0,6 |
0,20 |
+0,8 |
0 |
Æ18Н15(+0,8) |
− |
− |
− |
10 |
+ |
|||
|
Охватывающие |
Æ140 |
0,1 |
0,1 |
100 |
− |
0,06 |
0,03 |
−0,145 |
−0,245 |
Æ140d9 |
+ |
− |
− |
5,0 |
+ |
|
|
120−0,4 |
0,4 |
0,35 |
350 |
− |
0,05 |
− |
0 |
−0,350 |
120h12(−0,350) |
− |
− |
− |
5,0 |
+ |
||
|
Æ105 |
1,5 |
1500 |
+ |
− |
0,5 |
0 |
−1,5 |
Æ105h15(−1,.5) |
− |
− |
− |
10 |
+ |
|||
|
Прочие |
175±0,8 |
1,6 |
2,4 |
2400 |
− |
− |
− |
+1,2 |
−1,2 |
175± |
− |
+ |
− |
|||
|
54±0,1 |
0,2 |
0,3 |
300 |
− |
0,2 |
− |
+0,15 |
−0,15 |
54± |
− |
− |
− |
20 |
+ |
||
|
18 |
1,0 |
1,0 |
1000 |
+ |
0,16 |
− |
+0,5 |
−0,5 |
18± |
− |
− |
− |
5,0 |
+ |
||
|
76±1,0 |
2,0 |
1,9 |
1900 |
− |
0,2 |
− |
+0,95 |
−0,95 |
76± |
− |
− |
+ |
||||
Основные показатели технологичности:
3) коэффициент унификации
 > 0,6
> 0,6
2) коэффициент использования материала:
![]()
![]() − районный коэффициент
− районный коэффициент
3) коэффициент точности
 > 0,8
> 0,8
4) коэффициент шероховатости
 > 0,8
> 0,8
По рассчитанным показателям можно сделать вывод, что по всем показателям деталь технологична. Принимаем детали с учетом внесенных изменений при анализе чертежа
1.3. Определение типа производства
Задана
деталь ![]() кг, годовой объем выпуска
кг, годовой объем выпуска ![]() шт.
шт.
Тип производства характеризуется коэффициентом закрепления операций за одним рабочим местом:
 ,
,
где ![]() − число различных операций;
− число различных операций;
![]() − число рабочих мест.
− число рабочих мест.
Тип производства – производство, выделяемое по признакам широты номенклатуры, регулярности и объема выпуска изделий.
Различают следующие типы производства:
1) единичное;
2) серийное;
3) массовое.
Так
как техпроцесс на изготовленные детали не разработан и ![]() определить
невозможно, то ориентировочно тип производства определяют в зависимости от
массы и годового выпуска детали. Для детали
определить
невозможно, то ориентировочно тип производства определяют в зависимости от
массы и годового выпуска детали. Для детали ![]() кг
и
кг
и ![]() шт. получаем среднесерийное
производство.
шт. получаем среднесерийное
производство.
Определим размер операционной партии запуска
 ;
;  шт.
шт.
где ![]() − число рабочих дней в году (250);
− число рабочих дней в году (250);
![]() − число дней запаса деталей (для
− число дней запаса деталей (для ![]() кг −
кг − ![]() ).
).
Серийному производству свойственны следующие особенности:
− необходимость переналадки станков с операции на операцию, поскольку на рабочем месте закреплено несколько операций;
− расположение оборудования по потоку или групповому признаку;
− наличие межоперационного складирования.
Средняя квалификация рабочих выше, чем в массовом, но ниже, чем в единичном производстве.
При серийном производстве используется как универсальное, так и специализированное оборудование и оснащение. Широко используются станки с ЧПУ.
Серийное производство является основным типом машиностроительного производства (изгот. ≈ 80% всей продукции машиностроения).
1.4. Обоснование выбора исходной заготовки
Деталь изготавливается из серого чугуна марки С420 ГОСТ 1412–86.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.



 (±1,2)
(±1,2)