Связующее распыляется на стружку через форсунки, при этом размер капель составляет порядка 30 мкм. Концентрация связующего должна составлять от 50 до 55%, для этого смолу с начальной концентрацией 66±2 % разбавляют водой.
Норма расхода связующего колеблется от 9 до 14 % и зависит от породного состава стружки, марки плиты и размера древесных частиц. Так расход связующего увеличивают при осмолении стружки из лиственных пород, при уменьшении размеров стружки расход связующего также возрастает. Для плит марки П-А расход связующего на 1…2% больше, чем для плит марки П-Б.
6.6 Формирование стружечного ковра
Осмоленная стружка по ленточным конвейерам поступает на участок формирующих машин. В зависимости от конструкции (количества слоев) плиты и применяемого оборудования комплектация участка формирования ковра может быть различной. Минимальное количество формирующих машин для формирования ковра трехслойной ДСтП – 3.
На первой стадии производят формирование нижнего наружного слоя, за тем формируют внутренний слой, и на последней стадии производят формирование верхнего наружного слоя.
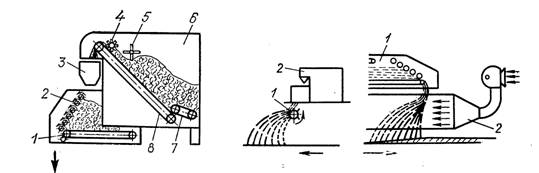
а б в
а – формирующая машина ДФ-6:
1 - конвейер; 2 - зубчатые вальцы; 3 – весы; 4 – выравнивающий валец; 5 – вспомогательный валец; 6 – бункер- дозатор;
б - схема механического фракционирования стружки:
1 – игольчатый валец; 2 – формирующая машина;
в - схема пневматического фракционирования стружки:
1 – формирующая машина; 2 –фракционирующее устройство
Рисунок 6.11 – Схемы формирующих машин
От работы формирующих машин зависит качество получаемой плиты и распределение плотности по ее толщине. В случае некачественной работы формирующих машин, при последующей механической обработке готовых плит может происходить частичное удаление наружного слоя. Не семеричная настилка ковра приводит к короблению готовых плит при изменении температурно-влажностных условий при эксплуатации изделий.
Для формирования ковра используют отечественные формирующие машины ДФ - 2 и ДФ – 6 и машины фирм «Бизон» и «Шенк».
6.7 Холодная подпрессовка стружечного ковра, контроль качества пакетов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.