норма времени на j – ой операции детали i – го наименования, мин;
tПЗi - допустимая доля подготовительно-заключительного времени на j -ой операции детали i -го наименования, мин. Cоставляет для универсальных станков - 0,02.
KB – коэффициент выполнения норм по каждой операции; КВ = 1.
Таблица 3 – исходные данные
|
Тип детали |
Норма выпуска, шт |
Трудоемкость операции, мин. |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||
|
E |
4900 |
14 |
10 |
13 |
16 |
7 |
10,5 |
|
F |
960 |
3,5 |
1,1 |
1,75 |
1,25 |
3,4 |
6,12 |
|
G |
1060 |
3 |
2,4 |
1,6 |
2,4 |
5,7 |
- |
|
M |
1320 |
1,5 |
0,8 |
3,0 |
4,5 |
3,0 |
2,5 |
Для E детали:
|
|
|
|
|
|
|
|
|
Для F детали:
|
|
|
|
|
|
|
|
|
Для G детали:
|
|
|
|
|
|
|
|
Для M детали:
|
|
|
|
|
|
|
|
2) рассчитываем продолжительность операционных циклов по формуле (10):
|
|
(10) |
Длительность цикла многооперационного процесса зависит от способа передачи деталей с операции на операцию. Существует три вида движения предметов труда в процессе их изготовления: последовательный, параллельный и параллельно-последовательный.
Последовательный вид движения.
При последовательном виде движения вся партия деталей передается на последующую операцию после полного окончания ее обработки на предыдущей операции. Тсп равна
|
|
(11) |
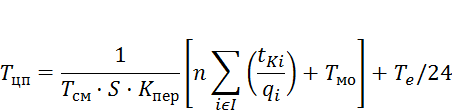
Длительность цикла обработки партий деталей для последовательного вида движения рассчитываем по формуле (12):
|
|
(12) |
где Тсм – продолжительность смены (8 часов);
S – число смен в сутки (2);
Кпер – коэффициент перевода рабочих дней в календаре (0,7);
Тмо – время межоперационных перерывов;
Те – продолжительность естественных процессов.
Достоинством этого метода является отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность их высокой загрузки в течение смены. Но производственный цикл при такой организации работ является наибольшим. Такая организация целесообразна при небольших партиях и при невысокой трудоемкости. Она свойственна для мелкосерийного и единичного производства.
Параллельный вид движения.
Детали передаются на следующую операцию транспортной (передаточной) партией сразу после окончания ее обработки на предыдущей операции. В этом случае обеспечивается наиболее короткий цикл.
Недостатком такого вида движения являются перерывы, возникающие на некоторых рабочих местах.
Обязательным условием реализации этого вида является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны перерывы в работе оборудования и рабочих. Применяется на конвейере, на потоке.
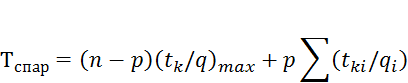
Детали с операции на операцию передаются транспортными партиями. Этот вид движения предусматривает такое частичное совмещение времени выполнения смежных операций, что вся изготавливаемая партия обрабатывается на каждой операции без перерывов. Тспар рассчитывается по формуле:
|
|
(13) |
Длительность цикла обработки партий деталей для параллельного вида движения рассчитываем по формуле (14):
|
|
(14) |
где![]() - максимальный операционный цикл, то есть выбирается
наибольшее значение по результатам ранее выполненных расчетов по формуле (10).
- максимальный операционный цикл, то есть выбирается
наибольшее значение по результатам ранее выполненных расчетов по формуле (10).
Параллельно-последовательный вид движения.
Этот вид движения деталей используется в серийном и крупносерийном производстве.
При последовательно – параллельном виде движения партии деталей с операции на операцию передается не целиком, а частями – передаточными партиями, при этом операции должны протекать без перерывов. Происходит частичное совмещение во времени выполнение смежных операций, за счет чего длительность цикла сокращается. Тспп определяем по формуле:
|
|
(15) |
Для построения графика различают два варианта параллельно- последовательного сочетания каждой пары смежных операций:
1) Если длительность предшествующей операции меньше, чем длительность последующей. В этом случае транспортную партию можно передавать немедленно по окончании ее обработки на предыдущей операции.
2) Если длительность предшествующей операции больше, чем длительность последующей. В этом случае отсутствие простоев на последующей операции может быть обеспечено только после накопления перед ней определенного запаса деталей. Для отражения этого на графике из точки, соответствующей моменту окончания обработки последней передаточной партии на предыдущей операции, на последующей операции вправо откладывают время ее обработки, а влево - время обработки предшествующих передаточных партий.
Длительность цикла обработки партий деталей для последовательно
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.