
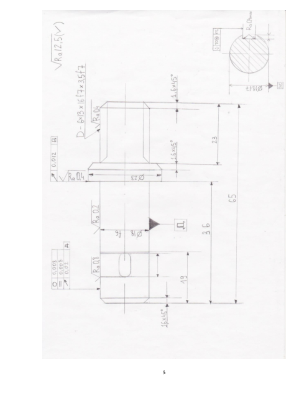

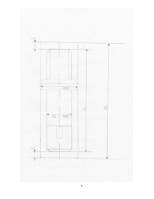











Точность взаимного расположения задается величиной радиального биения, которая не должна превышать 0.02 мм на поверхности с диаметром 18 мм и 0.012 мм на поверхности с диаметром 23 мм . Допуск на отклонение профиля в продольном сечении 0.008 на поверхности с диаметром 18 мм.
Шероховатость опорной шейки вала не превышает 0.2 мкм. Остальные поверхности выполнить в пределах допуска на шероховатость, остаточная шероховатость не более 12.5 мкм.
Чертеж детали располагает всей необходимой информацией для ее изготовления, содержит необходимые размеры с допусками, требования к точности формы и взаимного расположения поверхностей. Конструкция детали состоит из стандартных, унифицированных элементов и может быть изготовлена из заготовок, также являющихся стандартными и унифицированными. Размеры и поверхности детали имеют оптимальную точность и шероховатость. Конструкция детали обеспечивает возможность применения типовых технологических процессов. Каждая поверхность доступна для ее обработки.
Данная деталь изготавливается из малолегированной стали 40Х. Заготовку можно получить из проката или штамповкой на горизонтально ковочных машинах.
Исходные данные: материал - сталь 40Х Гост 4543-71
2.1 Расчет массы детали:
m=p*V
V=3,14*(
q=![]()
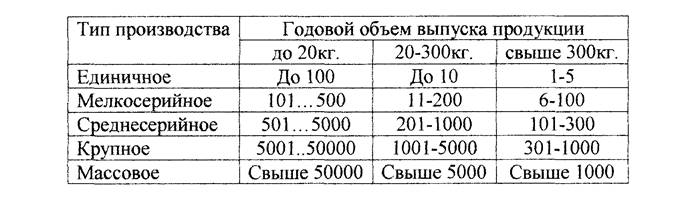
Годовой объем выпуска - 1000 шт\год - среднесерийный тип производства.
Заготовки из проката используют чаще всего для получения деталей на станках токарной группы , токарных автоматах, токарно-револьверных, токарно-винторезных и других станках.
Применяется в тех случаях, когда профиль материала приближается к профилю металла: круглые прутки и трубы — для деталей имеющих форму тел вращения (валов, втулок и др.), для деталей, которые обрабатываются на автоматах — применяются комбинированные прутки 9-11 квалитеты точности. Заготовки из проката нашли самое широкое применение благодаря своей простоте и дешевизне.
Определим массу и объем заготовки при применении данного метода:
Vп=6,9*3,14*![]()
qп=![]() =0,22492
кг
=0,22492
кг
Определим коэффициент использования материала заготовки по формуле:
Кп=q/qп
Kп=0,1348/0,22492=0,599
Штамповки применяются для изготовления деталей из пластических металлов более сложной, чем у отливок, конфигурации. При штамповке возможно получение отверстий любой формы и конфигурации. Заготовка-штамповка отличается малой шероховатостью поверхности, высокой точностью, малыми значениями припусков на обработку и самой высокой стоимостью. Заготовки-штамповки применяют в тех случаях, когда имеются поверхности, которые невозможно обработать механически, но требуется их высокое качество.
Определим массу и объем заготовки при применении данного метода:
Vш=![]()
qш=![]()
Определим коэффициент использования материала :
Kш=0,1348/0,2422=,557
Сравним полученный коэффициент с аналогичным для проката:
Кп=0.599>0.557=Кш
Следовательно, метод проката является менее материалоемким, чем метод штамповки.
Определим стоимость заготовки по формуле:
![]()
Где
![]() -
средняя часовая заработная плата основных рабочих по тарифу, руб.\чел.-ч;
-
средняя часовая заработная плата основных рабочих по тарифу, руб.\чел.-ч;
![]() -
цена 1 кг отходов, руб. ;
-
цена 1 кг отходов, руб. ;
![]() -
оптовая цена на материал в зависимости от метода получения заготовки;
-
оптовая цена на материал в зависимости от метода получения заготовки;
![]() -
масса отходов материала, кг;
-
масса отходов материала, кг;
![]() -
время черновой обработки заготовки, ч;
-
время черновой обработки заготовки, ч;
![]() -
цеховые накладные расходы (для механического цеха могут быть приняты равными
60-80%)
-
цеховые накладные расходы (для механического цеха могут быть приняты равными
60-80%)
2.4.1. Расчет стоимости заготовки при прокате
Рассчитаем основное время Т
Т=![]()
![]() =
0,438 руб.\чел.-ч;
=
0,438 руб.\чел.-ч;
![]() =
0,0298 руб. ;
=
0,0298 руб. ;
![]() =
300 р/кг;
=
300 р/кг;
![]() =(0,22492-0,1348)*0,75=0,06759кг;
=(0,22492-0,1348)*0,75=0,06759кг;
![]() =
=![]() ч;
ч;
![]() =75%;
=75%;
![]() .
.
Стоимость заготовки при прокате:
![]()
Рассчитаем основное время Т
Т=![]()
![]() =
0,438 руб.\чел.-ч;
=
0,438 руб.\чел.-ч;
![]() =
0,0298 руб. ;
=
0,0298 руб. ;
![]() =
655 р/кг;
=
655 р/кг;
![]() =(0,2422-0,1348)*0,75=0,08055кг;
=(0,2422-0,1348)*0,75=0,08055кг;
![]() =
=![]() ч;
ч;
![]() =75%;
=75%;
![]()
Стоимость заготовки при штамповке:
![]()
Вывод:
С учетом коэффициента использования материала,
среднесерийного типа производства и стоимости заготовки выбираем метод проката
как наиболее экономически оптимальный.
При разработке технологического процесса изготовления вала возникает задача - выбрать из нескольких вариантов обработки детали один, обеспечивающий наиболее экономичное решение. Поэтому с целью экономии труда и времени технологической подготовки производства необходимо использовать типовые процессы обработки деталей и типовых поверхностей деталей.
Базирование - это придание заготовке определенного положения
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.