4. КОНСТРУКТОРСКАЯ ЧАСТЬ
4.1. Выбор типа штамповой оснастки
По технологическому признаку все штампы для листовой штамповки могут быть сведены в группы: простого, совмещенного и последовательного действия.
Штампы простого действия производят одну штамповочную операцию за один ход ползуна пресса. Они отличаются простотой конструкции и низкой стоимостью, поэтому находят применение в мелкосерийном и серийном производстве.
Штампы совмещенного действия выполняют одновременно несколько технологических операций (две, три и более). Работа в штампе совмещенного действия выполняется за один ход ползуна пресса в пределах одного шага подачи. Эти штампы обеспечивают высокую производительность, точность и плоскостность штампованных деталей, поэтому нашли широкое применение в крупносерийном и массовом производстве.
Штампы последовательного действия обеспечивают выполнение нескольких различных операций последовательно (до 15 операций) за несколько ходов ползуна пресса и шагов подачи ленты. Производительность штампов последовательного действия соизмерима с производительностью штампов совмещенного действия, но точность размеров штампуемых деталей гораздо ниже. Они применяются в крупносерийном и массовом производстве при изготовлении деталей из ленты.
Для ведущей операции, выполненной на прессе двойного действия, принимаем штамп совмещенного действия.
4.2. Описание конструкции и работы штампа для вытяжки
Штамп предназначен для вытяжки кузовной детали из штучной заготовки. Он смонтирован на нормализованном блоке с диагональным расположением направляющих устройств, что обеспечивает создание достаточно безопасных условий труда. Штамп состоит из следующих частей (см. рабочие чертежи штампов): верхней плиты (3), нижней плиты (1), матрицы (12), пуансона (7), прижима (2), упоров (24,21) и крепежных элементов.
Штамповка детали производится следующим образом. Штучная заготовка трапециевидной формы подается в рабочую зону штампа вручную или при помощи рольганга. Точность фиксации заготовки обеспечивается упорами. При опускании наружного ползуна материал зажимается между прижимом и нижней плитой для избежания перемещения металла и потери устойчивости, затем в работу вступает внутренний ползун, который толкает верхнюю плиту. Происходит деформирование заготовки и образование полуфабриката за счет вытягивания металла из-под прижима. Наличие инденторов на верхней плите обеспечивает изготовление качественных деталей без образования гофров. При обратном ходе ползуна деталь выталкивается из полости матрицы при помощи выталкивателя.
Готовый полуфабрикат удаляется из рабочей зоны штампа при помощи механической руки напольного типа или вручную и отправляется на следующую операцию. Для более подробного знакомства с конструкцией штампа и его работой смотри рабочие чертежи.
4.3. Конструктивное оформление рабочих элементов штампа
Наиболее ответственными частями рабочих элементов штампа являются их поверхности, непосредственно соприкасающиеся во время вытяжки со штампуемым материалом. От их правильного оформления во многом зависит качество операции вытяжки.
Согласно пункту 2 данной записки для увеличения сопротивления перемещению материала был выбран индентор. Определяем его размеры [12]:
h = (0,2 ¸ 0,3)*S, (4.1)
где S- толщина материала, мм.
h = 0,3 мм.
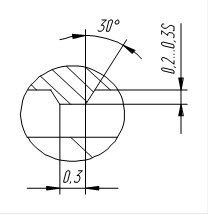
Рис 4.1. Сечение индентора
4.4. Определение исполнительных размеров рабочих частей штампа
Исполнительные размеры рабочих частей вытяжного штампа берем по мастер модели.
Очень большое значение для производства автомобильных кузовов имеет так называемая мастер- модель- первое объемное изображение кузовной детали в натуральную величину. Она дает наглядное представление о форме детали в натуральную величину. Основное назначение мастер- модели состоит в уточнении конфигурации детали сложной пространственной формы для изготовления штампов, контрольных и сборочных приспособлений, а также для проверки штампов в эксплуатации и ремонта(восстановления) первоначальной их формы.
При помощи мастер- модели изготовляют гипсовую модель матрицы вытяжного штампа в натуральную величину, отрабатывают форму и положение прижимной поверхности и оптимальное положение детали в вытяжном штампе. Кроме того, перенос формы и размеров мастер- модели на штампы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.